Location: Home >> Detail
J Sustain Res. 2026;8(2):e260057. https://doi.org/10.20900/jsr20260057
 ,
Bassam A. Tayeh 2,3
,
Bassam A. Tayeh 2,3
1
2
3
*
Ultra-high-performance concrete (UHPC) is characterised by exceptional mechanical strength and durability, with compressive strengths commonly exceeding 120 MPa and, in optimised systems, reaching 150–200 MPa. However, this performance is achieved at the expense of high material cost, embodied energy, and environmental impact because conventional UHPC contains very high cementitious contents, typically 1100–1300 kg/m3, and ultra-low water-to-binder ratios of approximately 0.14–0.20. This review critically investigates the integrated performance of sugarcane bagasse ash (SCBA) as a bio-based, silica-rich supplementary cementitious material and nano-/micro-filler in UHPC, focusing on mix design, fresh properties, hydration mechanisms, durability, and sustainability. SCBA has been investigated as a partial cement replacement at approximately 20–40 wt.% and as a quartz powder/filler replacement at approximately 40–60 wt.%, with some studies reporting replacement levels up to 80%, depending on processing quality and fineness. SCBA-modified UHPC has been reported to retain or improve flowability at optimised dosages, with flow diameters of approximately 220–260 mm, while reducing autogenous shrinkage by approximately 19–30%. Mechanical performance can be maintained or improved, with reported compressive strength of approximately 130.8 MPa at 91 days for 40% cement replacement and approximately 136.9 MPa compressive strength and 23.7 MPa flexural strength for 60% quartz powder replacement. Microstructural evidence indicates matrix densification through secondary C–S–H/C–A–S–H formation, pore refinement, internal curing, and improved interfacial transition zone quality. Durability results indicate reduced permeability and chloride-related transport, while sustainability assessments report reductions in global warming potential and material cost. Despite these advantages, variability in SCBA composition, rheological sensitivity, non-standardised processing, and limited field validation remain significant challenges.
UHPC, ultra-high-performance concrete; SCBA, sugarcane bagasse ash; SCMs, supplementary cementitious materials; LCA, life-cycle assessment
UHPC is an advanced cementitious material with compressive strength typically greater than 120 MPa, tensile strength above 5 MPa, enhanced toughness, and superior durability. These attributes are achieved through an ultra-dense microstructure and highly optimised particle packing, leading to significantly high mechanical efficiency and long-term performance [1–3]. Due to these characteristics, UHPC is increasingly used in applications requiring high structural performance, extended service life, and superior durability. It is also commonly combined with heat- or pressure-assisted curing methods, including steam or autoclave curing, to accelerate hydration and pozzolanic reactions [4–8]. This high performance is achieved using high binder contents, usually between 1100 and 1300 kg/m3, with very low water-to-binder ratios around 0.14 to 0.20, as well as high amounts of Portland cement and silica fume [9].
Although such formulations work well to improve mechanical and durability performance, the associated increases in CO2 emissions, embodied energy, and materials cost are significant. These shortcomings pose serious sustainability challenges and have spurred a growing interest in the partial substitution of cement with other SCMs that are compatible with UHPC systems [10–12].
SCBA has received increasing attention as a possible alternative. SCBA is an agro-industrial byproduct produced by the incineration of sugarcane bagasse in the sugar and ethanol production sectors [13,14]. Due to its high silica content and pozzolanic potential, SCBA has been extensively explored as a cementitious or filler material in cement-based composites [15–22]. Additionally, its high-volume availability, waste-derived origin, and potential for valorisation provide a strong basis for considering SCBA as a sustainable supplementary cementitious material for high-performance construction applications (Figure 1).
Despite the growing interest in SCBA for conventional and high-performance concrete, its suitability for UHPC systems has received limited attention. UHPC performance is governed by ultra-low water content, stringent rheological control, precise particle packing, and hydration kinetics that differ fundamentally from those of conventional cementitious systems [23–25]. In this context, conclusions derived from conventional or high-performance concrete cannot be directly extended to UHPC, especially fresh-state behavior and early-age hydration effect under densified matrix environments [25–28].
More recent UHPC-oriented studies have shown that SCBA can be used as a partial cement substitute or as a quartz powder replacement while maintaining ultra-high compressive strength [9,29]. In addition to maintaining UHPC-level performance, SCBA has been reported to improve workability, delay setting time, and reduce autogenous shrinkage, which is a major challenge in UHPC matrices [9]. SCBA replacement levels from 0 to 80% have been investigated under various curing regimes, including standard curing, steam curing, hot-water curing, and autoclave curing, demonstrating the sensitivity of SCBA–UHPC systems to curing environment and activation mechanism [30–33].
However, several research gaps persist. UHPC-oriented studies of SCBA remain scarce, including those related to tensile performance, self-sensing behavior, long-term durability, and microstructural evolution in ultra-low water-to-binder environments [23–25,34]. Furthermore, most existing reviews tend to group UHPC with high-performance concrete or reactive powder concrete, which are not tailored to the unique conditions related to rheological, hydration, and packing-related parameters that define UHPC characteristics.
Consequently, a specific UHPC design synthesis of SCBA application is now needed to shed light on its technical feasibility, performance limits, and sustainability performance. Such a synthesis should directly cover the UHPC-specific mix design method, curing sensitivity, and performance thresholds from a direct perspective, rather than merely using a generalisation from conventional cementitious systems [9–11,30].
This paper has sought to provide a review of the evidence relating to the inclusion of SCBAin UHPC, including a critical analysis of its impacts on mix design, fresh and hardened properties, microstructural and hydration processes, durability, sustainability, knowledge gaps and avenues for future research. By linking existing findings toward a UHPC-centric perspective, this review aims to form a systematic basis for both the design and the utilisation of eco-conscious and scalable UHPC technologies.
The novelty of this review lies in its UHPC-specific synthesis of SCBA applications, rather than treating SCBA as a general supplementary cementitious material for conventional concrete or high-performance concrete. Existing SCBA reviews have mainly discussed its use in ordinary cementitious composites, focusing on general pozzolanic behavior, cement replacement, durability improvement, pore refinement, and sustainability benefits [23]. However, UHPC presents fundamentally different material requirements, including ultra-low water-to-binder ratios, very high powder content, optimised particle packing, strong rheological sensitivity, limited hydration space, and fiber–matrix interaction [35]. Therefore, conclusions derived from conventional concrete cannot be directly transferred to UHPC systems. This review addresses this gap by integrating SCBA performance according to its functional role in UHPC, including partial cement replacement, quartz powder/filler replacement, nano-scale filler action, internal curing, and sustainability-oriented material substitution [9].
In contrast to previous SCBA reviews, this study links replacement level, processing quality, fresh-state behavior, mechanical performance, hydration mechanisms, pore refinement, durability indicators, and life-cycle implications within a single UHPC-centered framework. The review also distinguishes between cement-replacement and filler-replacement optima, clarifies the nanoscale mechanisms responsible for secondary C–S–H/C–A–S–H formation, and identifies quality-control requirements for UHPC-grade SCBA. Direct UHPC–SCBA studies support this role-dependent interpretation: Wu et al. (2022) [9] investigated SCBA as a cement replacement in UHPC, while Huang et al. investigated SCBA as an active quartz-powder/filler replacement. Broader UHPC mixture-design literature further confirms that particle packing, rheology control, fine powder characteristics, and fiber reinforcement govern UHPC behavior, reinforcing the need for a UHPC-specific interpretation rather than direct extrapolation from conventional concrete [35].
 Figure 1.
Visual comparison between raw sugarcane bagasse (left) and SCBA (right), illustrating the transformation of an agro-industrial residue into a silica-rich byproduct with potential application as a supplementary cementitious material [36].
Figure 1.
Visual comparison between raw sugarcane bagasse (left) and SCBA (right), illustrating the transformation of an agro-industrial residue into a silica-rich byproduct with potential application as a supplementary cementitious material [36].
This review provides a UHPC-specific synthesis of SCBA applications. The review methodology, namely literature selection and UHPC-oriented justification, is described in Section “Review Methodology”, while Section “SCBA: Properties Relevant to UHPC” presents the characteristics of SCBA related to UHPC. Sections “Role of SCBA in UHPC Mix Design”, “Fresh Properties and Rheological Behavior” and “Mechanical Performance of SCBA-Based UHPC” investigate the role of SCBA for UHPC mix design, fresh-state rheological properties, and mechanical performance. In Sections “Microstructural and Hydration Mechanisms” and Section “Durability Performance of SCBA-Based UHPC”, microstructural, hydration, and durability mechanisms are outlined according to previous observations. Sections “Sustainability and Resource-Efficiency Considerations” and “Comparison with Other Supplementary Materials in UHPC” summarize sustainability and resource-efficiency issues along with a detailed comparison with other UHPC supplementary applications. Sections “Challenges and Limitations” and “Research Gaps, Future Perspectives, and Recommendations” discuss key limitations and challenges, gaps in the research, and further future recommendations. Finally, the last section consolidates key research findings and offers practical recommendations for sustainable UHPC development.
This review was intended to ensure methodological transparency, reproducibility, and internal consistency, maintaining a strict focus on UHPC and specifically avoiding extrapolation from conventional concrete systems.
Literature Search StrategyThe literature search was systematic and comprehensive, using Scopus, Web of Science, ScienceDirect, and Google Scholar, including indexing of the core journals and conference materials for UHPC, cementitious materials, and sustainable construction. The search period was from 2005 to 2025, which coincides with the emergence and development of UHPC and reactive powder concrete research and development, as well as the new interest in agricultural waste-derived SCMs. Search strings were defined using Boolean operators and combinations of the following terms: Ultra-High-Performance Concrete—UHPC, Reactive Powder Concrete (RPC), UHPFRC, self-compacting UHPC, sugarcane bagasse ash—SCBA, SBA, and nano-SCBA. Reference lists of seminal works related to UHPC and SCBA were also manually searched for cases that were not obtained during the first search of databases to improve completeness.
Selection and Exclusion CriteriaTo ensure methodological rigor and UHPC-specific relevance, strict inclusion and exclusion criteria were applied throughout the screening process, as shown in Table 1. Studies were considered eligible when they investigated UHPC, reactive powder concrete (RPC), ultra-high-performance fiber-reinforced concrete (UHPFRC), or self-compacting UHPC systems, including fiber-reinforced variants. Eligible studies were required to report compressive strength values consistent with UHPC-level performance, generally ≥120 MPa at the relevant curing age or under the reported curing regime [1–3]. In addition, studies were prioritised when they explicitly incorporated sugarcane bagasse ash (SCBA) or nano-/ultrafine SCBA as a cement replacement, fine filler, quartz powder substitute, or supplementary cementitious material within a UHPC-related mixture design.
The identification phase yielded a total of 2463 records, including 2451 records from major databases, namely Scopus, Web of Science, ScienceDirect, and Google Scholar, and 12 additional records identified through manual reference screening. After removing duplicates, 1614 records remained for further screening.
During title and abstract screening, 1352 records were excluded because they were unrelated to UHPC, did not involve SCBA or relevant agricultural ash-based supplementary materials, focused on non-cementitious systems, or lacked relevance to UHPC performance. The remaining 262 records were assessed for eligibility. Of these, 193 records were excluded after further evaluation because they focused only on conventional or normal-strength concrete, reported compressive strength values below the UHPC range, investigated only paste- or mortar-scale systems without UHPC-level validation, lacked sufficient mix-design or curing information, or did not provide relevant data on SCBA processing, performance, or mechanisms.
Ultimately, 69 studies were included in the qualitative synthesis. These included direct UHPC-SCBA testing along with additional research on SCBA processing, pozzolanic reactivity, UHPC mixture design, rheology, hydration, durability, internal curing and sustainability. This broader evidence base was necessary because direct UHPC–SCBA studies remain limited; however, conclusions were interpreted cautiously and prioritised according to UHPC-specific evidence whenever available.
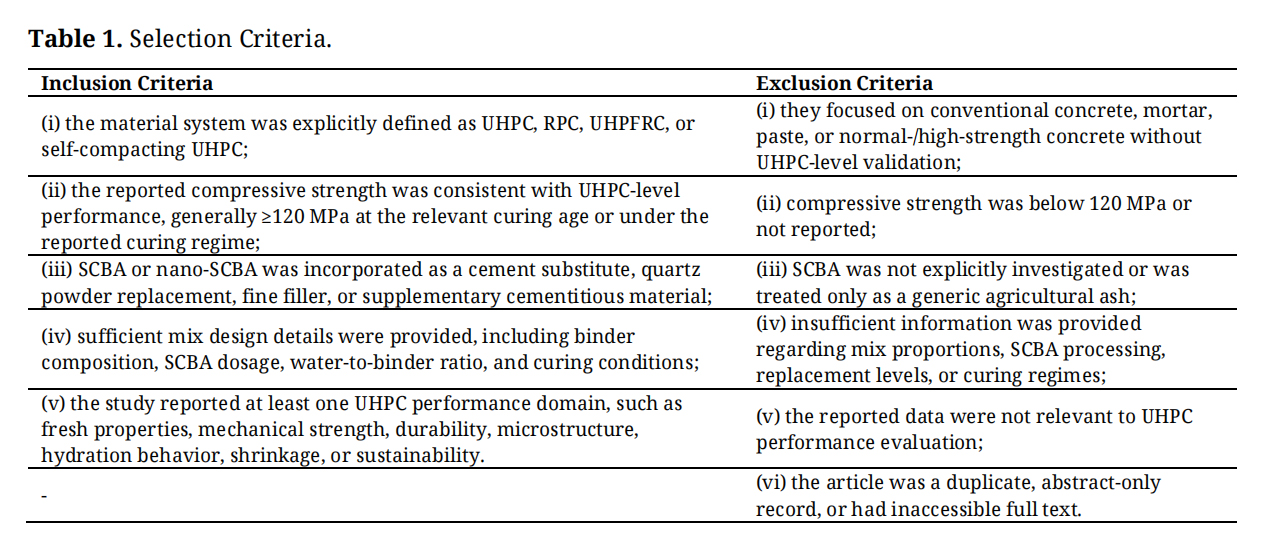 Table 1. Selection Criteria.
Table 1. Selection Criteria.
Only ultra-low water-to-binder ratios in the range of 0.14–0.20 were considered, as these represent typical conditions for UHPC and RPC systems and clearly distinguish them from conventional concretes, which generally operate at water-to-binder ratios of 0.4–0.5 [35]. Many experimental studies explicitly justified the use of such low water contents based on the intended application of the mixtures in UHPC or RPC systems, often in combination with heat-assisted curing regimes, such as steam curing or autoclave curing [35].
Studies that extrapolated the behavior of supplementary cementitious materials (SCMs) from high-performance concrete to UHPC were included only when explicit methodological justification was provided. Such justification was considered valid when supported by prior literature demonstrating comparable mixture proportions, high binder density, and similar curing conditions, thereby indicating consistent substitution behavior in dense cementitious matrices [37–39].
To ensure consistency in comparing SCBA-based UHPC studies, the processing and characterisation of SCBA were treated as key classification parameters. Each study was evaluated based on reported SCBA source, combustion or calcination temperature, calcination duration, grinding and sieving procedures, particle-size distribution, loss on ignition, oxide composition, amorphous silica content, and intended functional role in UHPC.
Given the absence of a universally accepted standard for UHPC-grade SCBA, this review does not treat SCBA as a uniform material. Instead, conclusions are drawn primarily from studies that provide sufficient processing and characterisation details. Studies with incomplete SCBA characterisation were interpreted with caution and were not used as primary evidence for generalised performance conclusions.
Classification of Reviewed StudiesThe reviewed studies were systematically categorised to enable a structured synthesis of SCBA applications in UHPC. This categorisation was made according to both the functional position of SCBA in the UHPC mix, and the key performance characteristics examined. Within this framework, SCBA was identified as functioning as a partial cement replacement, quartz powder substitute, fine filler, or nano-scale supplementary cementitious material.
Simultaneously, the studies were classified according to their primary focus, including fresh-state rheology, mechanical properties, durability, shrinkage behavior, or sustainability and resource efficiency. This dual classification approach enabled meaningful comparisons across SCBA incorporation strategies, dosage levels, and curing regimes.
To address the significant variability of SCBA characteristics across studies, the reviewed literature was not treated as a single homogeneous material category. Instead, studies were interpreted based on key parameters, including SCBA source, combustion or calcination temperature, grinding or fineness level, loss on ignition, amorphous silica content, and functional role within the UHPC mixture.
Accordingly, conclusions were drawn within comparable application categories, such as SCBA used as a partial cement replacement, quartz powder or filler replacement, nano-scale addition, or internal curing component. Reported performance outcomes were presented as ranges rather than single deterministic values to reflect variations in SCBA processing and material quality.
Where material characterisation was incomplete, the corresponding findings were interpreted with caution and were not used as primary evidence for generalised conclusions.
UHPC–SCBA Study BoundariesIn UHPC-focused studies, different SCBA categories and dosage levels have been evaluated, ranging from low additions of approximately 0.3–9 wt.% relative to cement to replacement levels of up to 80% for quartz powder or filler fractions [25]. Several other authors used nanoscale SCBA in UHPFRC and self-compacting UHPC systems for the investigation of dispersion efficiency, rheological response, and multifunctional performance properties [15,40]. The review also contained environmentally benign UHPC formulations that contain commercial materials directly obtained from sugar-industry SCBA plants to represent real-life material flows from industrial environment settings and practical applications [9]. Figure 2 summarises the PRISMA-style literature screening process, resulting in the selection of 69 studies for qualitative synthesis, including direct UHPC–SCBA investigations and supporting studies on SCBA processing, UHPC mixture design, rheology, hydration mechanisms, durability, and sustainabiity.
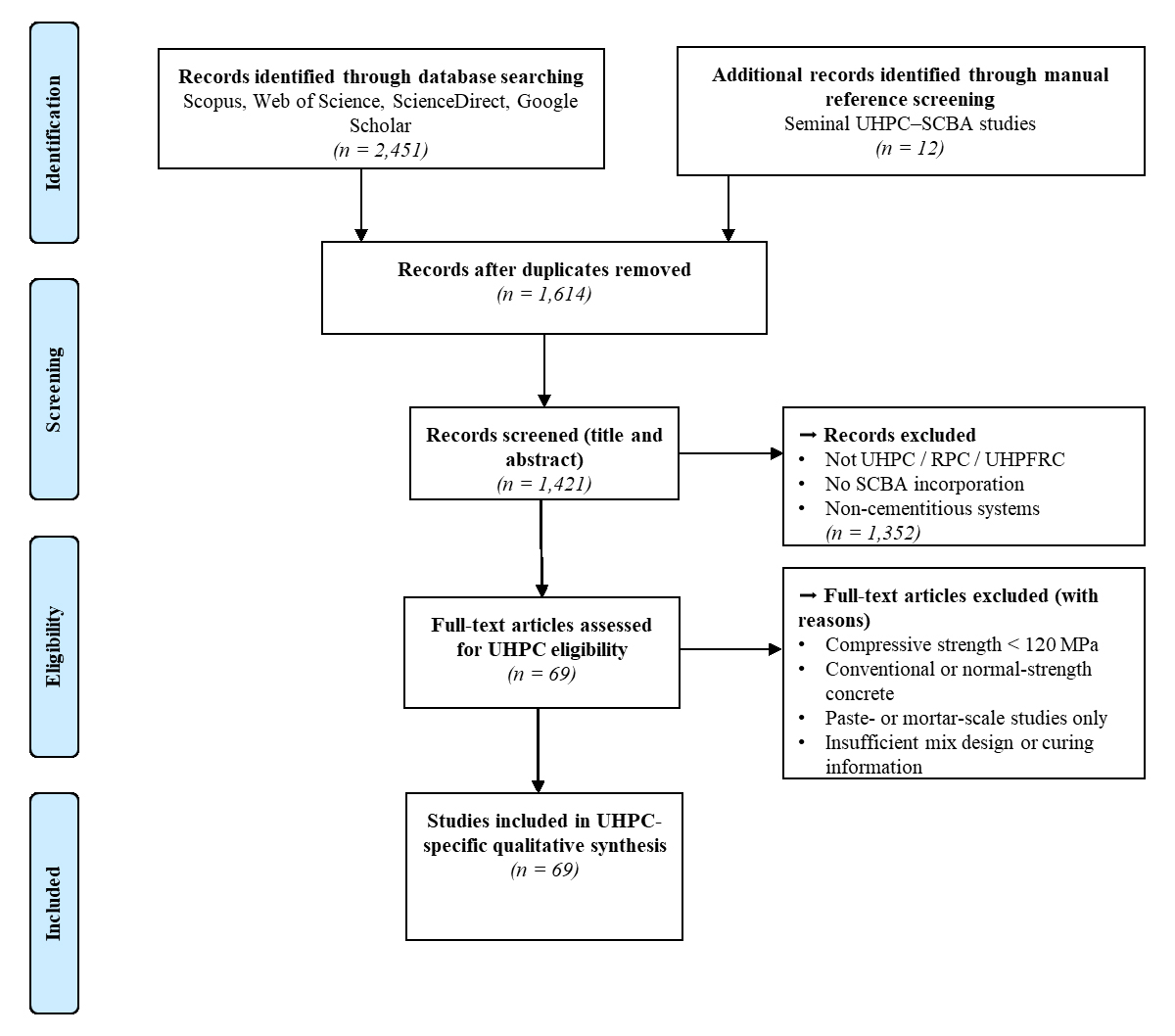 Figure 2.
PRISMA-style flow diagram illustrating the literature search, screening, UHPC-specific eligibility assessment, and inclusion process adopted for the UHPC–SCBA review.
Figure 2.
PRISMA-style flow diagram illustrating the literature search, screening, UHPC-specific eligibility assessment, and inclusion process adopted for the UHPC–SCBA review.
The performance of SCBA in UHPC depends strongly on its origin, chemical and mineralogical composition, particle characteristics, and processing route. Together, these parameters affect particle packing efficiency, hydration kinetics, and rheological behavior in ultra-dense cementitious systems.
Origin and ProcessingSCBA is an agro-industrial by-product generated from the combustion of sugarcane bagasse, the fibrous residue remaining after juice extraction in sugar and ethanol industries [14,41–48]. The properties of raw SCBA are strongly influenced by combustion temperature, residence time, and post-combustion processing, all of which govern carbon removal, amorphous silica content, and pozzolanic reactivity [47,49–52].
As shown in Figure 3, SCBA obtained after combustion and preliminary processing appears as a fine dark-grey powder, reflecting the thermal transformation of bagasse and the formation of silica-rich mineral phases responsible for its effectiveness as a supplementary cementitious material [53].
 Figure 3.
Visual appearance of SCBA as obtained after combustion and preliminary processing [53].
Figure 3.
Visual appearance of SCBA as obtained after combustion and preliminary processing [53].
Controlled calcination is particularly critical for UHPC applications. Experimental studies indicate that calcination temperatures between 600 and 800 °C for durations of 2–4 h are effective in removing organic matter while preserving a high proportion of amorphous silica. In contrast, excessive temperatures promote silica crystallisation and reduce pozzolanic activity [54–56]. It has also been reported that SCBA calcined within the range of 300–900 °C can achieve a combined (SiO2 + Al2O3 + Fe2O3) content exceeding 70%, satisfying ASTM C618 requirements for pozzolanic materials [34,57].
Post-combustion processing, particularly grinding, sieving, and fineness control, is essential for achieving compatibility with UHPC systems. Several studies report that raw SCBA should be ground and sieved (typically to particle sizes ≤150 µm) to increase surface area, remove inert residues, and ensure homogeneous dispersion within UHPC binders [24,54,55,58].
Advanced processing techniques, such as acid pre-treatment followed by recalcination, have been shown to further enhance amorphous silica content and pozzolanic reactivity, which is particularly beneficial under ultra-low water-to-binder conditions [34,59]. Efficient processing also reduces loss on ignition (LOI) and unburnt carbon content, thereby improving compatibility with high-range water-reducing admixtures commonly used in UHPC mixtures [60].
Figure 4 illustrates a typical SCBA processing pathway, including drying, crushing, sieving, and controlled calcination. These steps remove moisture and organic matter while producing fine, silica-rich ash with enhanced pozzolanic potential, suitable for incorporation into cementitious systems.
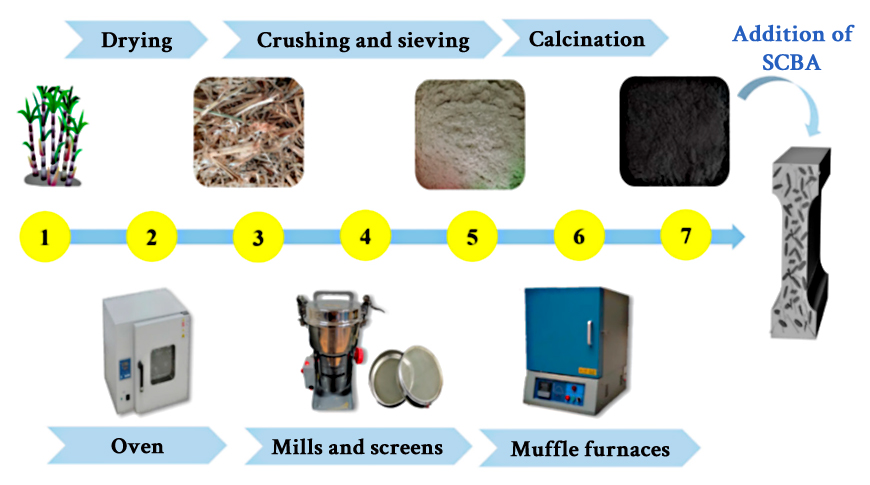 Figure 4.
Typical process flow for SCBA preparation showing drying, crushing, calcination, and grinding steps [34].
Figure 4.
Typical process flow for SCBA preparation showing drying, crushing, calcination, and grinding steps [34].
For UHPC applications, SCBA processing should be standardised to minimise variability and enhance reproducibility. This is important because SCBA performance depends strongly on source, combustion conditions, particle size, carbon content, glass content, and chemical composition; therefore, chemical and physical characterisation should be performed before incorporating SCBA into cementitious mixtures [61]. Based on the reviewed literature, an effective preparation route generally includes drying of raw bagasse ash, removal of coarse fibrous and carbon-containing impurities, controlled combustion or calcination, grinding, sieving or air classification, and subsequent characterisation using methods such as XRF, XRD, particle-size analysis, LOI, and pozzolanic activity testing [62]. Controlled calcination is particularly important because high-carbon as-received SCBA can be converted into a reactive pozzolan through controlled reburning followed by grinding/classification; Cordeiro et al. (2019) [63], for example, used reburning at 600 °C and subsequent ultrafine grinding to improve SCBA pozzolanic properties.
A calcination range of approximately 600–800 °C is commonly reported for sugarcane-derived ashes, although the optimum condition depends on the original ash and combustion system. Prabhath et al. note that SCBA is commonly produced under boiler temperatures of about 700–800 °C, while Xu et al. (2018) [64] reported that calcination improved SCBA pozzolanic activity and that 700 °C showed the highest activity in the reviewed comparison [65]. However, the phrase “600–800 °C for 2–4 h is widely recommended” should be used carefully, because different studies use different durations, and some effective treatments are shorter or longer. Excessive calcination may promote crystallisation of reactive amorphous silica into less reactive crystalline phases such as cristobalite, reducing pozzolanic reactivity, whereas insufficient combustion may leave excessive organic matter or unburnt carbon, reflected by elevated LOI [66].
A minimum standardisation framework for UHPC-grade SCBA should include: (i) controlled combustion or calcination temperature and duration; (ii) measurement of loss on ignition to confirm the removal of unburnt carbon; (iii) oxide composition analysis, particularly SiO2, Al2O3, Fe2O3, CaO, Na2O, K2O, and other alkali-related components; (iv) mineralogical characterisation by XRD to distinguish amorphous and crystalline silica phases; (v) particle-size distribution and specific surface area measurement; (vi) moisture content and water absorption capacity; and (vii) compatibility assessment with high-range water-reducing admixtures. This framework is consistent with pozzolan-testing practice, since ASTM C311/C311M includes sampling, moisture, LOI, chemical oxide analysis, and available alkali testing for fly ash and raw or calcined pozzolans, while ASTM C618 uses chemical composition, moisture, and LOI as specification parameters for pozzolanic materials [54].
For SCBA specifically, such characterisation is necessary because its performance depends strongly on combustion history, carbon content, silica form, glass content, particle morphology, and fineness. Zhang et al. emphasized detailed characterisation of SCBA through particle size, morphology, chemical composition, glass content, element distribution, and chemical status, while Cordeiro et al. showed that high-carbon SCBA can be upgraded through controlled recalcination, grinding, and air classification [61]. XRD should be included because it helps distinguish reactive amorphous phases from crystalline silica and has been proposed as a method for assessing SCBA pozzolanic activity [67].
The framework is particularly important for UHPC because UHPC performance is highly sensitive to powder fineness, water demand, rheology, particle packing, and superplasticiser response. Recent UHPC rheology literature notes that UHPC flow behavior is governed by its high solid volume fraction, low water content, and broad range of fine constituents, while UHPC review studies emphasise that fine binder materials improve packing density and reduce water demand, and that superplasticisers are essential for maintaining workability at very low water-to-binder ratios [68]. Standardised SCBA processing and reporting would therefore allow more reliable comparison among studies and support future field-scale application of SCBA-modified UHPC, especially since recent UHPC studies have shown that SCBA can influence workability, hydration products, pore structure, autogenous shrinkage, and filler performance [9].
Chemical and Mineralogical CharacteristicsChemically, SCBA is primarily composed of silicon dioxide (SiO2) with reported contents ranging from 55% to more than 78%, with smaller amounts often attributed to Al2O3 and Fe2O3 such that by mass, the total pozzolanic oxides of the system are usually >70% [41–47,57,69,70]. This composition is the chemical basis for secondary C–S–H and C–A–S–H formation, which is extremely crucial for microstructural densification in UHPC matrices. Well-processed SCBA typically contains amorphous silica, which is responsible for pozzolanic activity responsible for pozzolanic activity as well as crystalline phases (predominantly quartz), depending on combustion conditions [71]. In UHPC, this dual functionality is advantageous: the amorphous fraction leads to hydration and strength enhancement, while quartz-rich crystalline fractions may function as inert micro-fillers that enable partial substitution of quartz powder while not disturbing optimized particle size distributions [71]. SCBA has inherently variable chemical composition depending on biomass source, soil conditions, combustion regime, and processing pathway [72–76]. Along with SiO2, SCBA can be comprised of CaO, MgO, K2O, Na2O, P2O5, and SO3 at varying proportions [72–77]. Although excessive alkali contents may negatively affect durability, moderate alkali concentrations may promote early hydration activation when the processing is sufficiently controlled for UHPC application in moderate amounts.
The contrast between the oxide compositions reported in Table 2 illustrates the chemical contrast during the partial replacement of Portland cement with SCBA. Although CaO in CEM I 42.5N dominates the total content, as this is a clinker-based hydration material, SCBA-600 has higher SiO2, Al2O3, and Fe2O3 content with a silica–alumina–iron oxide–rich composition exceeding 70 wt.%, thereby further evidencing its pozzolanic characteristic. This chemical composition can also support nanoscale pozzolanic reactions for the secondary generation of C–S–H and C–A–S–H as described by Nzugua, Mukhokosi [78], and contributes to UHPC matrix microstructural densification. SCBA-600 exhibits a very low CaO content, highlighting its utilisation as a reactive supplementary cementitious material rather than serving as a primary hydraulic binder. Furthermore, the high alkali content (especially K2O) highlights the intrinsic chemistry of a sugarcane biomass and the significance of controlled dosage and processing in UHPC applications, since moderate alkali can induce hydration activation beginning during early-age, excessive alkali concentrations may negatively affect long-term durability if not properly controlled.
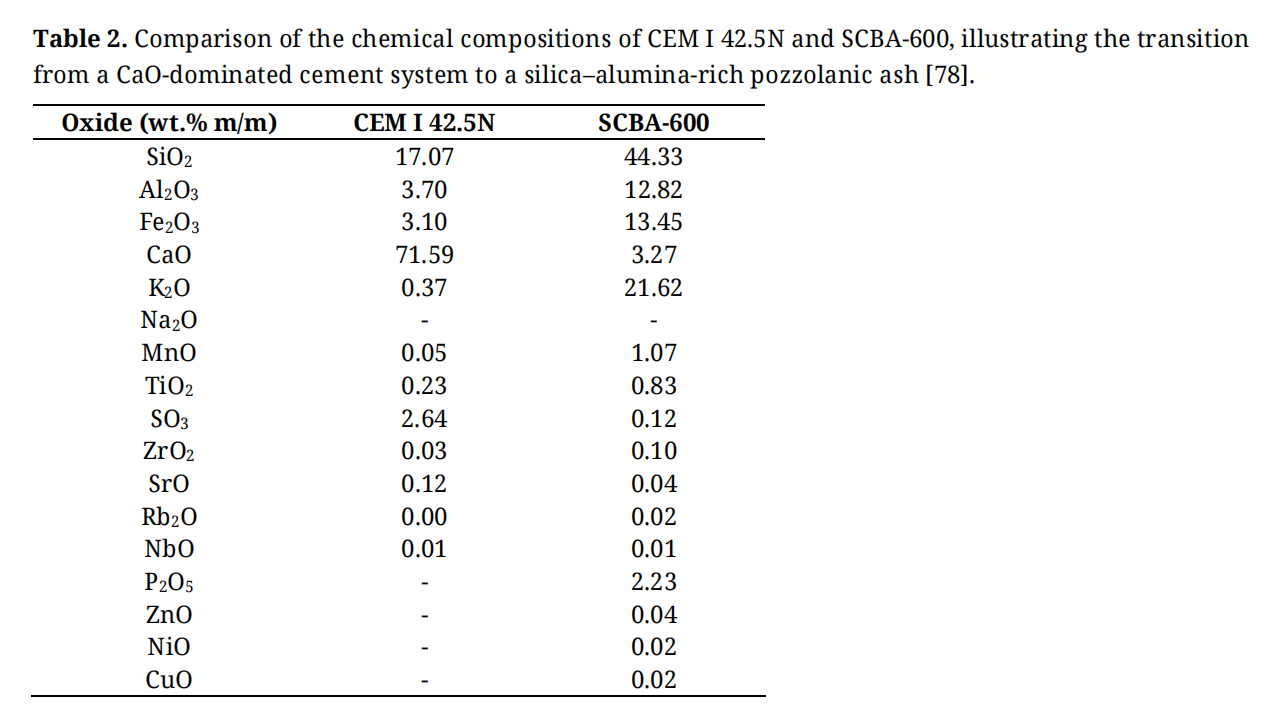 Table 2.
Comparison of the chemical compositions of CEM I 42.5N and SCBA-600, illustrating the transition from a CaO-dominated cement system to a silica–alumina-rich pozzolanic ash [78].
Table 2.
Comparison of the chemical compositions of CEM I 42.5N and SCBA-600, illustrating the transition from a CaO-dominated cement system to a silica–alumina-rich pozzolanic ash [78].
From a physical perspective, SCBA performance in UHPC is strongly influenced by particle-size distribution, morphology, and surface texture. When properly ground, SCBA particles can achieve fineness comparable to or greater than that of Portland cement and quartz powder when ground to an appropriate fineness, enabling SCBA to be successfully incorporated into the optimised UHPC particle packing systems [33,79,80]. SCBA particles are characterised by irregular, porous, and rough surface morphology, which can help in enhancing the absorption of water as well as their surface reactivity [60,81]. In UHPC systems, the associated porosity can be useful in mixing designs since SCBA can be an internal curing agent and provide the moisture for prolonged hydration at ultra-low water-to-binder ratios [60,81,82]. Nevertheless, excessive porosity or failure to grind properly can negatively affect fresh-state performance, specifically workability, so it is important to control processing. Calcination temperature directly affects the responsiveness of UHPC rheology toward SCBA microstructure. For example, a previous study shows that SCBA calcined at about 300 °C had significantly more slurry fluidity than SCBA calcined at 600 °C, as a result of microstructural densification and phase changes that minimised the workability among UHPC mixes [25]. This is because of the importance of the processing conditions related to the interaction of SCBA particle geometry with the rheological response. Studies on nano-scale SCBA show controlled thermal treatment of fineness at the outer limit (≈700 °C), followed by a significant mechanical milling. The particle sizes and specific surface area of up to 70–80 nm is observed through electron microscopy, which considerably enhances the reactivity and packing density of the UHPC and UHPFRC systems [15,40,83–85]. When uniformly deposited, nano-SCBA is highly promising in improving UHPC rheology, strength, and multifunctional properties. These qualitative observations correspond strongly with quantitative physical property measurements described in Table 3, as shown in Cordeiro, Toledo Filho [86]. SCBA has a much lower density than Portland cement, and this will reduce binder mass and could lead to improved volumetric efficiency for UHPC mixtures. Though SCBA has a much lower Blaine specific surface area, its median particle size (D50) indicates a more substantial, wider, and coarser size distribution of particles. The high fraction of particles passing 45 µm reflects the complex and porous characteristics of SCBA. Overall, these physical characteristics suggest that SCBA can serve not only as a pozzolanic material but also as a micro-filler, driving particle packing, rheology, and demand for water in UHPC systems, and the need for optimisation of the mix proportions and admixture dosing.
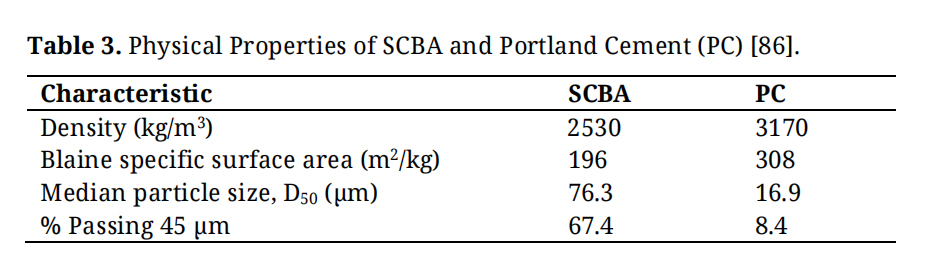 Table 3. Physical Properties of SCBA and Portland Cement (PC) [86].
Table 3. Physical Properties of SCBA and Portland Cement (PC) [86].
Figure 5 illustrates the particle size distribution of SCBA in comparison with conventional fine and coarse aggregates. SCBA exhibits a markedly finer grading, with the majority of particles falling within the sub-300 μm range, in contrast to FA and CA, which occupy the millimeter-scale domain. This fine particle size distribution enhances the filler effect of SCBA, promoting improved particle packing and reduced interstitial voids in UHPC matrices, while simultaneously increasing the available surface area for nanoscale pozzolanic reactions. Consequently, the physical fineness of SCBA complements its chemical and mineralogical characteristics, reinforcing its suitability for UHPC applications through both microstructural densification and hydration enhancement.
Overall, the source, processing, chemistry, and physical properties of SCBA must be tailored to UHPC’s stringent demands. When well prepared, SCBA has a combination of pozzolanic reactivity, filler effectiveness, and internal curing possibilities that render it a viable, technically feasible constituent for ultra-high performance cementitious systems. Table 4 summarizes the key SCBA properties relevant to UHPC performance, including origin, processing conditions, chemical composition, mineralogy, and physical characteristics.
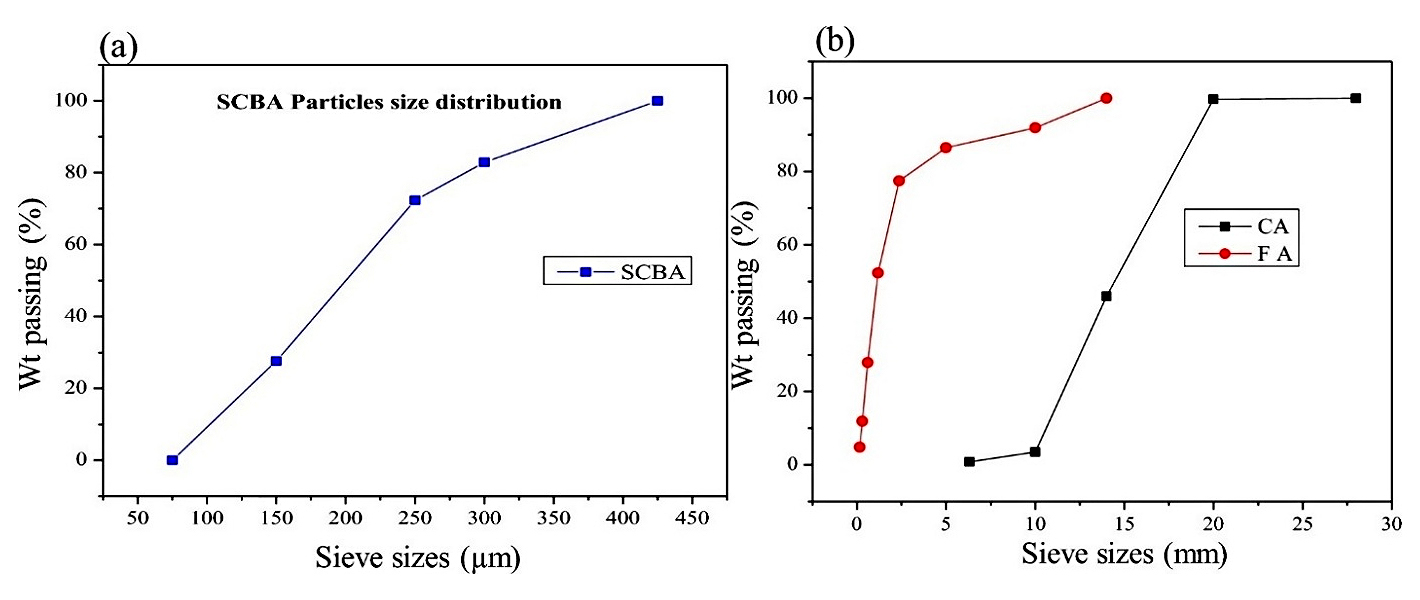 Figure 5.
Particle size distribution of (a) SCBA and (b) fine and coarse aggregates, highlighting the significantly finer grading of SCBA relevant to its filler and pozzolanic roles in UHPC [78].
Figure 5.
Particle size distribution of (a) SCBA and (b) fine and coarse aggregates, highlighting the significantly finer grading of SCBA relevant to its filler and pozzolanic roles in UHPC [78].
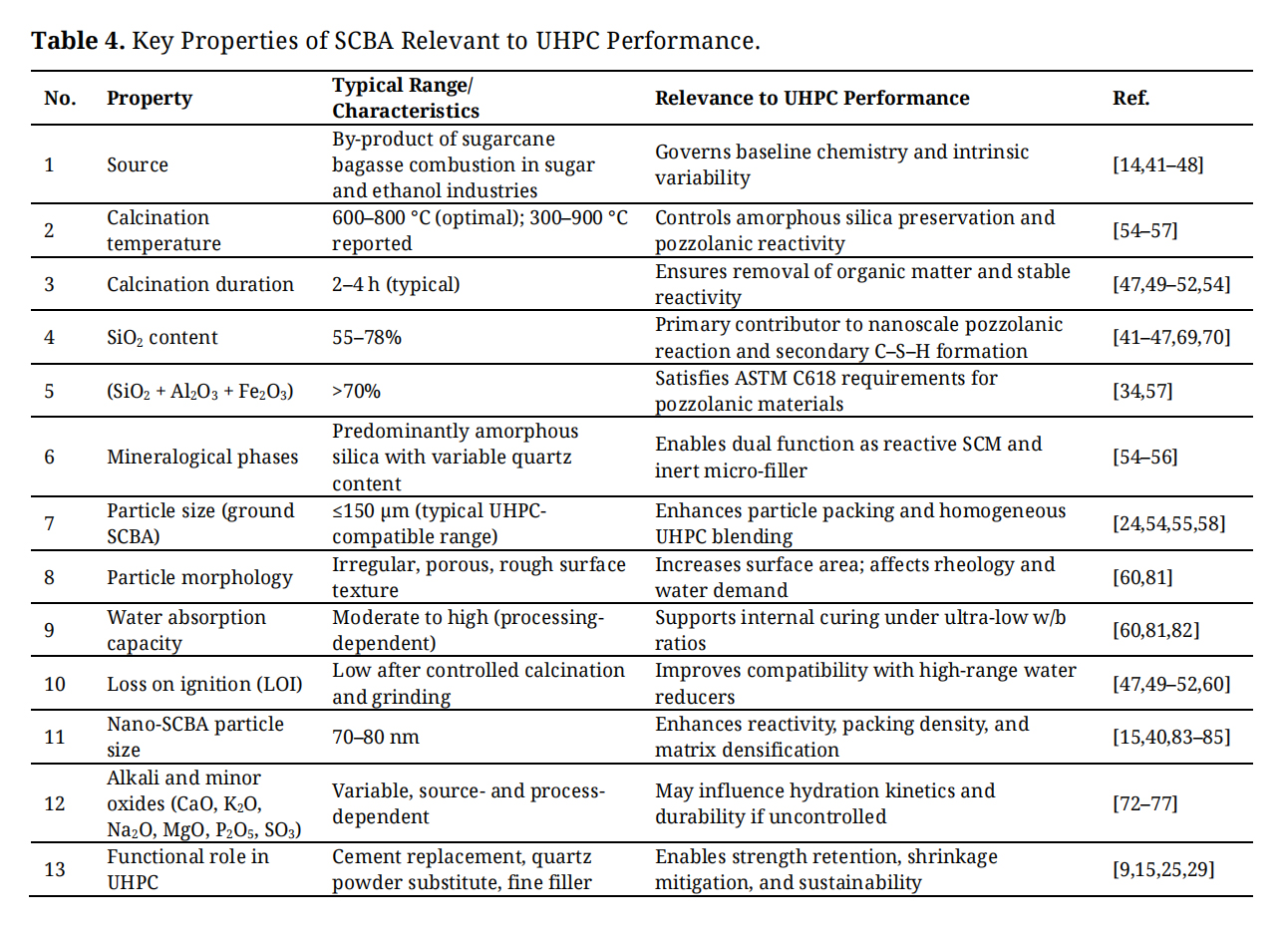 Table 4. Key Properties of SCBA Relevant to UHPC Performance.
Table 4. Key Properties of SCBA Relevant to UHPC Performance.
SCBA is a multifunctional supplementary material and, therefore, plays a multifunctional role in UHPC mix design that extends beyond conventional substitution approaches. It contributes simultaneously as an active filler, enhances particle packing, provides internal curing, and influences rheological behavior. The effectiveness of SCBA depends strongly on its dosage, processing quality, particle-size distribution, and intended functional role within the UHPC binder system. Differences in particle morphology among cement, SCBA, and quartz powder, which govern their distinct contributions to UHPC performance, are illustrated in Figure 6.
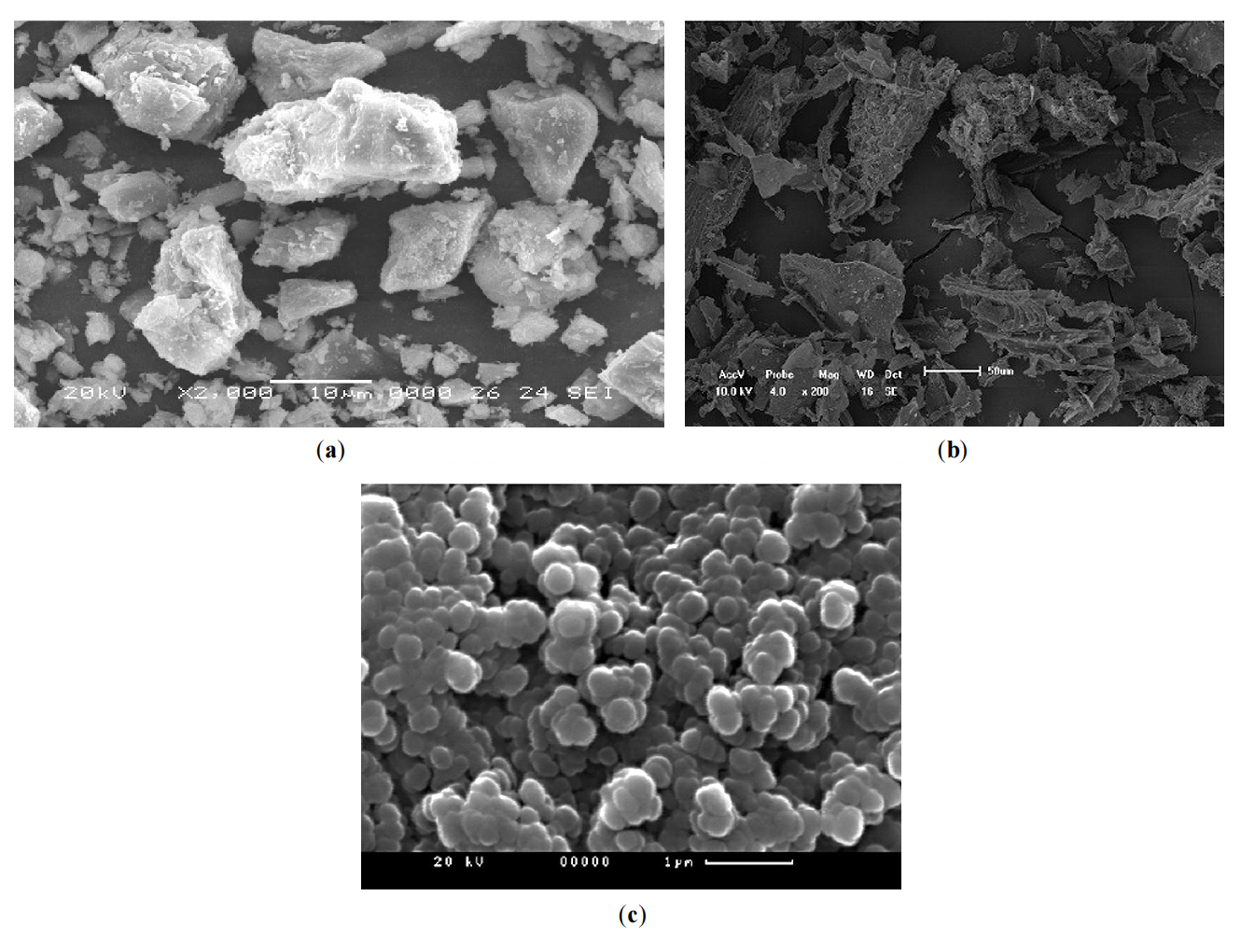 Figure 6.
Electron microscopy images of UHPC component materials: (a) Portland cement [87], (b) SCBA [88], and (c) quartz powder [89], identifying differences in particle morphology, size, and surface texture that are important to the efficiency of particle packing, filler action, and rheological behavior with regard to the design of UHPC mixtures.
Figure 6.
Electron microscopy images of UHPC component materials: (a) Portland cement [87], (b) SCBA [88], and (c) quartz powder [89], identifying differences in particle morphology, size, and surface texture that are important to the efficiency of particle packing, filler action, and rheological behavior with regard to the design of UHPC mixtures.
Accordingly, the replacement levels discussed in this review were selected and interpreted based on the following criteria: (i) preservation of UHPC-level compressive strength (generally ≥120 MPa); (ii) maintenance or improvement of fresh-state flowability; (iii) reduction of autogenous shrinkage and transport-related durability indicators; (iv) evidence of pore refinement or formation of secondary C–S–H/C–A–S–H phases; and (v) sustainability benefits through reduction of cement or quartz powder content. Replacement levels that resulted in strength loss, excessive viscosity, poor particle packing, or insufficient material characterization were not considered optimal.
SCBA as a Partial Cement ReplacementSCBA has been investigated as a partial replacement for Portland cement in UHPC [9] and has been investigated at various substitution levels, ranging from very low dosages (0.3–0.9 wt.% of cement) to high-volume replacement levels (20–60 wt.%), with some studies reporting values up to ≈40% without loss of UHPC strength [9,25,34]. Typical mix designations include C-20, C-40, and C-60, representing 20%, 40%, and 60% cement replacement by SCBA, respectively [9].
Despite the extremely low water-to-binder ratios characteristic of UHPC, SCBA incorporation can achieve ultra-high compressive strength while improving workability at moderate replacement levels and significantly reducing autogenous shrinkage, which is a critical limitation in UHPC systems [9]. In particular, 40% replacement is frequently identified as an optimal balance between mechanical performance and fresh-state behavior [9].
SCBA provides cement replacement with the effect of pozzolanic activity, micro-/nano-filler and internal curing. Properly processed SCBA reacts with calcium hydroxide released during cement hydration, promoting the formation of secondary C–S–H and enhancing binder performance under UHPC conditions [20,34]. However, excessive replacement levels or insufficiently processed SCBA may reduce clinker content or disrupt particle packing density, necessitating careful dosage optimisation and material pre-treatment [90].
The frequently cited 20–40 wt.% replacement range should not be interpreted as a statistically pooled universal optimum. Rather, it represents a comparative optimum derived from available UHPC–SCBA studies in which SCBA was primarily used as a cement replacement. Within this range, mixtures generally maintain UHPC-level compressive strength, preserve or improve workability, reduce autogenous shrinkage, and achieve meaningful cement reduction.
For example, Wu et al. (2022) [9] reported that 20–40% SCBA replacement maintained 28-day compressive strength close to that of reference UHPC while achieving higher 91-day strength, with the 40% mixture reaching 130.8 MPa. This range also resulted in significant reductions in autogenous shrinkage (approximately 19.20–24.48%), while avoiding the more pronounced dilution effects observed at 60% replacement. Therefore, the 20–40 wt.% range is presented as a performance-balanced range rather than a universal optimum.
In contrast, when SCBA is used as a quartz powder or filler replacement, the optimal range shifts to higher values, typically around 40–60 wt.% of the filler fraction. In this role, SCBA does not directly dilute the cementitious binder but instead enhances particle packing, pore refinement, and filler efficiency. For instance, Huang et al. (2023) [91] reported that 60% quartz powder replacement achieved the highest compressive and flexural strengths, approximately 136.9 MPa and 23.7 MPa, respectively.
Accordingly, this review distinguishes between cement-replacement optima and filler-replacement optima, and all generalized dosage recommendations are interpreted based on the functional role of SCBA in the UHPC mixture.
SCBA as a Substitute for Filler or Quartz PowderIn addition to cement replacement, SCBA has potential as an active filler and as a replacement for quartz powder (QP) in UHPC [71]. SCBA replaces 20%, 40%, 60%, and up to 80% of quartz powder, and also allows for “green UHPC” formulations to be developed at lower cost, as well as with reduced environmental footprints in multiple studies [29,91]. Mineralogical studies show SCBA is often quartz-rich with a potential to serve as a granular filler without altering the global particle size distribution, which is an important factor in UHPC particle packing frameworks [71,92]. When used, SCBA promoted matrix densification, homogeneity, and pore-structure refinement, with reported flexural and compressive strength increases of up to approximately 18% and 12%, respectively, at 60% QP replacement [91]. This filler application is favorable for UHPC as it maintains cement content and hydration capacities and increases packing density. Furthermore, excessive filler fraction will lead to too many fines, destabilization of the granular skeleton, and loss of strength, which further proves that there is a critical incorporation concentration (CIC) [25,90].
Impact on UHPC ProportioningSCBA incorporation significantly influences key UHPC proportioning parameters, particularly the water-to-binder ratio (w/b), superplasticizer demand, and fiber distribution characteristics. UHPC mixtures incorporating SCBA typically operate within a w/b range of 0.14–0.20, which is consistent with UHPC and RPC systems and considerably lower than that of conventional concrete [35,93].
Due to its high specific surface area and porous structure, poorly processed SCBA may increase water demand and superplasticizer adsorption [60,79]. In contrast, well-controlled SCBA with optimized fineness and low loss on ignition (LOI) can enhance flowability through improved particle lubrication and packing density, thereby reducing superplasticizer demand at comparable workability levels [9,25].
SCBA also contributes to internal curing in UHPC systems. It’s fine porous particles absorb mixing water and gradually release it during hydration, mitigating self-desiccation and sustaining hydration in ultra-dense matrices, where external curing is less effective [82,94–97].
In fiber-reinforced UHPC, optimized SCBA dosages have been shown to improve fiber dispersion stability and reduce segregation, owing to enhanced matrix cohesiveness and rheological stability [32,40]. The combined influence of SCBA characteristics on key UHPC proportioning parameters, including water-to-binder ratio, superplasticizer demand, rheological behavior, and fiber dispersion, is schematically illustrated in Figure 7.
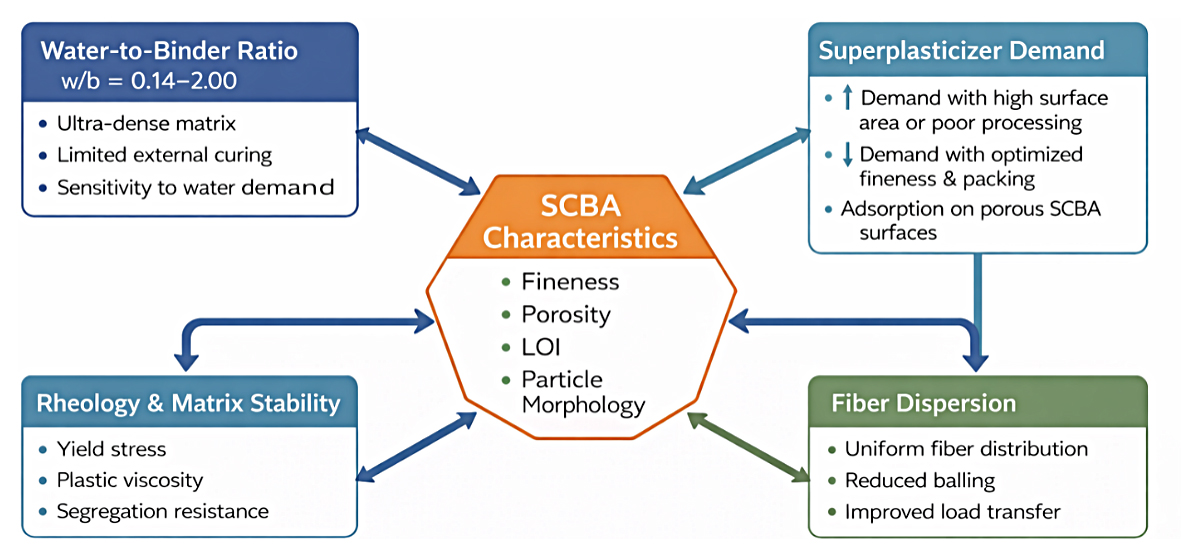 Figure 7.
Conceptual illustration of the influence of SCBA on UHPC proportioning, linking SCBA characteristics with water-to-binder ratio, superplasticizer demand, rheological stability, and fiber dispersion.
Figure 7.
Conceptual illustration of the influence of SCBA on UHPC proportioning, linking SCBA characteristics with water-to-binder ratio, superplasticizer demand, rheological stability, and fiber dispersion.
The effectiveness of nano- or ultrafine SCBA in UHPC is strongly governed by dispersion quality, particle–matrix interaction, and processing methods. These phenomena have been also reported in other composite systems filled with nanofillers, when processing method, filler characteristics and dispersion significantly effects on mechanical and functional properties. For instance, Ganguly et al. (2018) [98] demonstrated that different mixing methods affect the dispersion and resulting properties of halloysite nanotube/polymer nanocomposites, highlighting the critical role of processing in nanofiller-reinforced systems. Likewise, Ganguly and Margel (2022) [99] reported that phyllosilicate- and graphene-based fillers enhance hydrogel composite performance when properly dispersed and integrated within the matrix.
These findings support the interpretation that SCBA performance in UHPC depends not only on its chemical reactivity but also on its dispersion quality, surface interactions, and compatibility with the dense cementitious matrix.
Design Ramifications of the UHPC Optimal DesignThe gathered data indicate that SCBA can be added to UHPC mix design in a targeted, role-oriented, and performance-driven way as an alternative or supplementary cementitious material as compared to a generic cementitious material. As a partial replacement agent, SCBA is most successful as partial replacement concrete when the material is well-processed, the ignition loss is low, and the particle size is fine, and is used within optimised substitutes not exceeding 40% for clinker reduction, autogenous shrinkage reduction, and sustainability improvement, without loss to ultra-high strength performance [9,20,34,100–106]. Or, in a case of SCBA that has quartz-rich or semi-inert mineralogy, and a proper particle size distribution for UHPC packing models, SCBA can effectively replace a catalyst or quartz powder alternative with high substitute ratios as an active filler or powder substitution ratio, where 80% is often reported, leading a way to reducing the material cost, lessening the ecological impact but in addition retaining or even improving the mechanical properties [29,71,91,92]. From a practical point of view, full control of production for UHPC with SCBA is essential to optimise it and control the processing of the substances used, the dosages used, and the assignment of the functional duties, because any imbalance or impassing will disturb the packing, cause heavy fines or clinker dilution in the product. Through tailored engineering, SCBA has the simultaneous role of cement efficiency enhancement, fine-grained skeleton construction, internal curing under ultra-low w/b conditions, and quantifiable environmentally friendly performance gains, and is a versatile and technically feasible ingredient in a next-generation UHPC blend [9,33,107–109]. The multifunctional roles of SCBA in UHPC mix design, together with their associated mechanisms and performance implications, are summarised in Table 5.
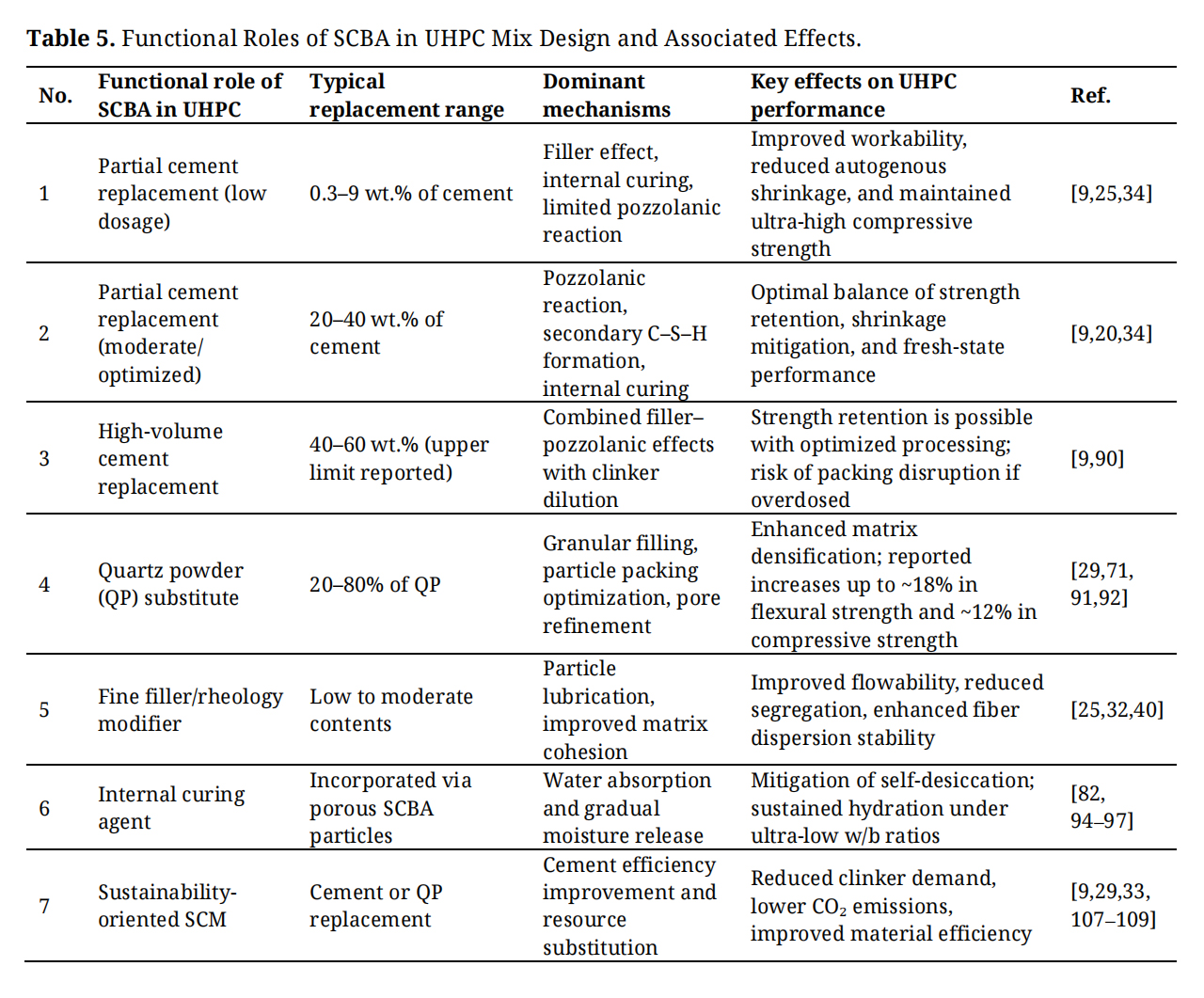 Table 5. Functional Roles of SCBA in UHPC Mix Design and Associated Effects.
Table 5. Functional Roles of SCBA in UHPC Mix Design and Associated Effects.
UHPC has an ultra-low water-to-binder ratio (≤0.20), contains a high powder content, and a dense granular skeleton, which makes its fresh-state behavior inherently subject to material modifications. Thus, SCBA can play a decisive role in workability, flowability, yield stress, and plastic viscosity through effects most influenced by dosage, fineness, morphology, and processing history.
Workability and FlowabilityUHPC studies indicate that SCBA incorporation can maintain or improve workability at optimized dosages, especially when an optimized dosage is used, especially for partial cement use or QP substitution [9,29]. The optimal performance for cement replacement can usually be reported at around 40 wt.% SCBA, with flow diameters up to some 250 mm and ultra-high compressive strength still gained, along with very low autogenous shrinkage [9]. Huang et al. (2023) [91] found that when the SCBA substitution rate was 40%, the optimal fluidity of UHPC was 220 mm. When the substitution rate increased to 80%, the fluidity of UHPC was similar to that of the reference group. This improvement in the workability has been largely due to reductions in the interparticle friction caused by the SCBA textural properties and low LOI level [110,111]. The non-monotonic influence of SCBA content on UHPC workability, with an optimum flow diameter observed at approximately 40% cement replacement, is illustrated in Figure 8.
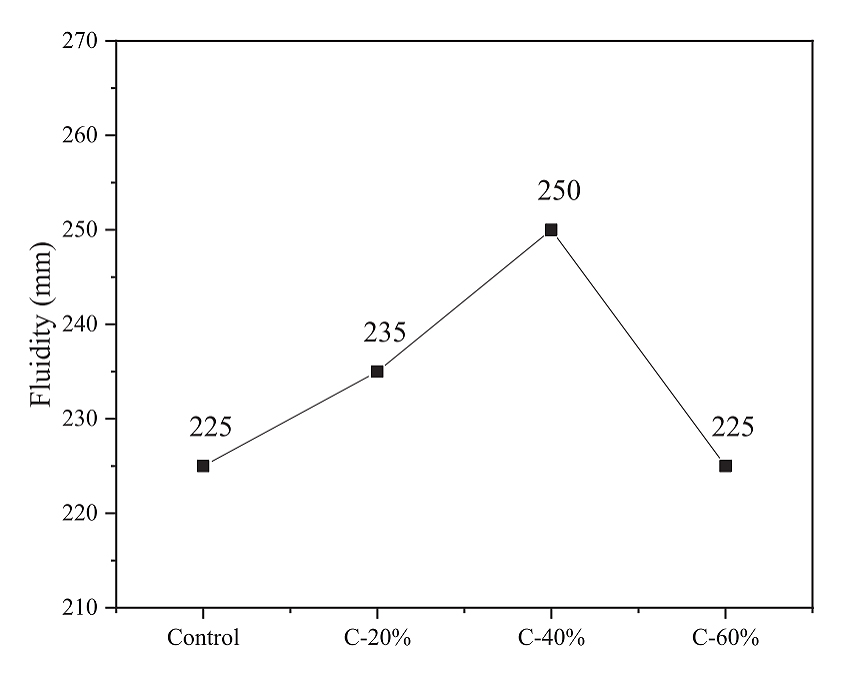 Figure 8.
Variation of UHPC workability with increasing SCBA cement replacement level, showing an optimum at approximately 40% [9].
Figure 8.
Variation of UHPC workability with increasing SCBA cement replacement level, showing an optimum at approximately 40% [9].
SCBA can retain UHPC fluidity in the presence of QP filler. Several studies indicate that SCBA can maintain or enhance the flowability at correct replacement levels with the preservation of the cumulative distribution of particle size in the powder system [29,71,110–112]. The information obtained suggested that SCBA could be used as a rheologically compatible finer material for UHPC particle packing systems. However, flowability trends are not monotonic. In fact, after even optimal incorporation, both fluidity and consistency reduce with increasing SCBA content, indicating increased internal friction and water demand associated with fine or porous particles [34,113]. The dosage-dependent response shows the presence of the critical inclusion threshold beyond which rheological performance degrades [4,8]. Table 6 summarises the effects of SCBA incorporation on the workability and flowability of UHPC, highlighting the influence of SCBA application mode (cement replacement or quartz powder substitution), replacement level, and particle characteristics on fresh-state rheological response and underlying mechanisms.
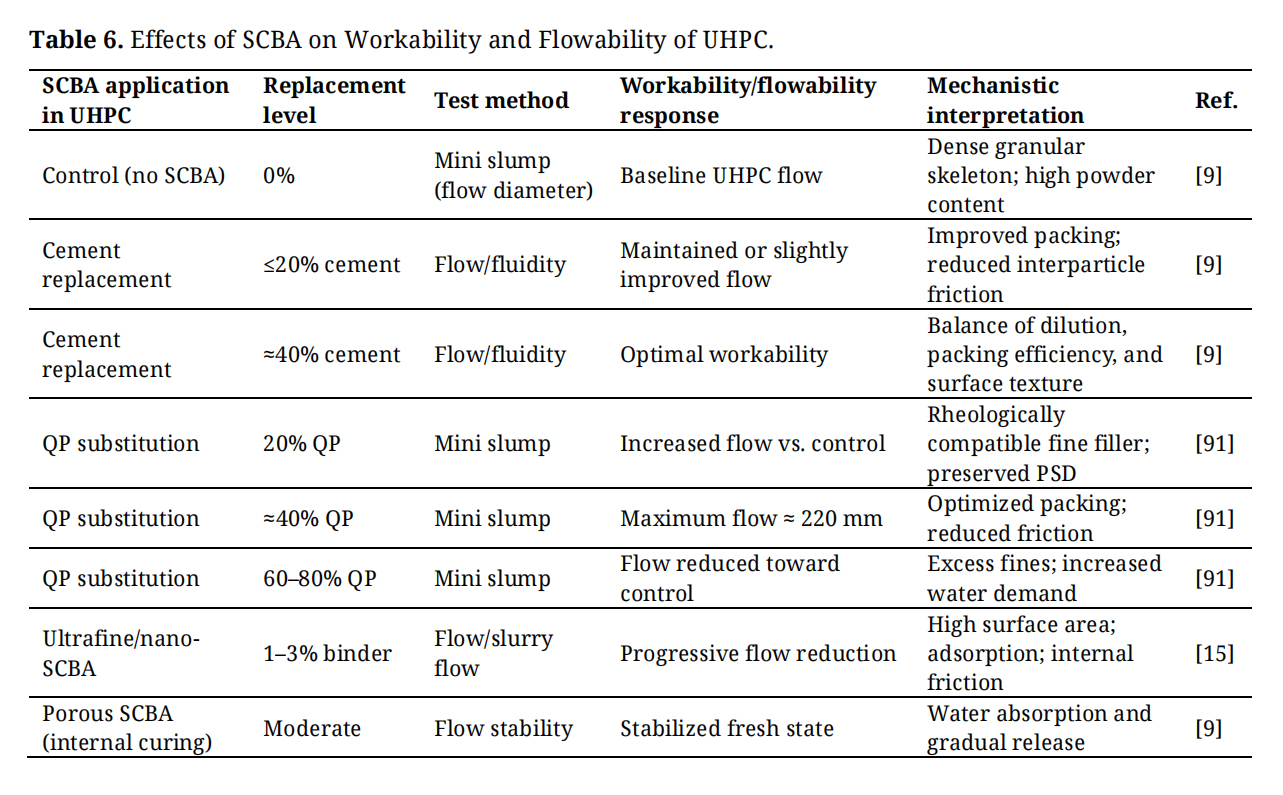 Table 6. Effects of SCBA on Workability and Flowability of UHPC.
Table 6. Effects of SCBA on Workability and Flowability of UHPC.
The effect of SCBA on fresh rheological behavior of ultra‐high‐performance concrete (UHPC) is determined mainly by the impact of SCBA on yield stress and plastic viscosity that correlate with the combination of the mechanical packing efficiency and friction between particles under the ultra‐low water‐to‐binder ratios. Although direct rheological measurements of SCBA-modified UHPC remain limited, the rheological behavior of UHPC is commonly interpreted using Bingham or Herschel–Bulkley models to describe yield stress and plastic viscosity evolution [114]. Within this framework, consistent trends have been reported in related cementitious systems, particularly pastes and mortars, where the incorporation of SCBA leads to increased yield stress and plastic viscosity due to intensified surface interactions, higher specific surface area, and enhanced interparticle friction [115,116]. These mechanistic insights provide a rational basis for interpreting the rheological responses observed in SCBA-based UHPC systems under ultra-low water-to-binder conditions, despite the current scarcity of direct UHPC rheological measurements.
At low to moderate substitution levels, SCBA may reduce yield stress and promote flow initiation by increasing particle packing density and offering localized lubrication of the granular skeleton, and hence, can improve or maintain flowability of UHPC [9,29]. This effect is seen when SCBA is used as a partial cement replacement or quartz powder substitution, which implies good rheological matching with UHPC binder systems at specific dosages. In particular, the replacement of quartz powder with SCBA to a certain quantity (approximately between 20% and 40%) was reported to increase flow diameter (≈220 mm), before decreasing at higher replacement ratios and indicating a non-monotonic rheological response caused by competing packing and frictional forces [91].
In the case of high SCBA fineness, this rheological response is dominated by the surface interactions and frictional resistance, hence the expected increase in apparent plastic viscosity and reduced flowability, especially within the restricted lubrication conditions of UHPC [117]. While there are not sufficient direct rheological measurements for yield stress and plastic viscosity in SCBA-modified UHPC, similar trends have been reported in SCBA-blended cement pastes and mortars, with SCBA-blended cement pastes and mortars [116], indicating a significant increase in yield stress and plastic viscosity as a function of SCBA in concrete materials by increasing specific surface area, particle angularity, and surface roughness. These findings match the reductions of flow in UHPC for particular dosages of SCBA, which confirms that the interpretative results of mechanistic investigations can be successfully transferred to cementitious application with an ultra-low amount of water available. Rheological properties, particularly for calcination temperature, are further induced by the conditions of SCBA processing. Calcined SCBA has smoother particle surfaces and higher slurry fluidity at moderate (≈300 °C) temperatures, whereas higher calcination temperatures (≈600 °C) cause surface roughening and decreased flowability, confirming the great coupling of SCBA microstructure and UHPC rheological response [25,34,91,116]. Taken together, these observations highlight the importance of SCBA dosage, fineness, functional role, and processing history for yield stress and plastic viscosity evolution in UHPC systems. Table 7 summarises published observations of the influence of SCBA on rheology and flowability in UHPC and related cementitious systems.
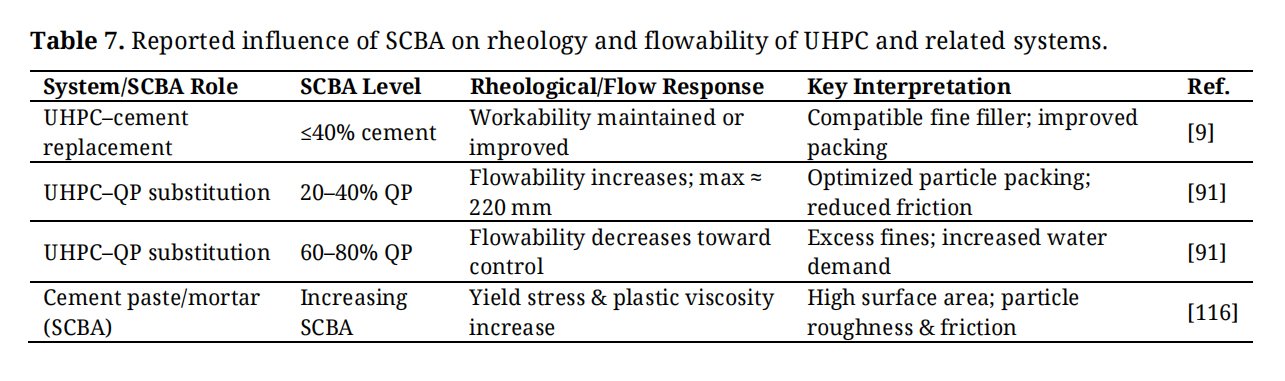 Table 7. Reported influence of SCBA on rheology and flowability of UHPC and related systems.
Table 7. Reported influence of SCBA on rheology and flowability of UHPC and related systems.
Fresh-state response of UHPC utilizing SCBA becomes very sensitive to SCBA fineness, particle morphology, and dosage, as these parameters directly influence specific surface area, water requirements, and interparticle interactions in ultra-low water-to-binder scenarios. Higher SCBA fineness, with particular application in the configuration of nano- or ultrafine SCBA (NSCBA), considerably increases the specific surface area and the adsorption capacity of SCBA, which reduces flow diameter in a dose-dependent manner. For instance, the addition of 1–3 wt.% NSCBA has been shown to reduce the flow diameter from 760 mm in the control mix to 750–729 mm, caused by increased internal friction and a higher water requirement for finer particles [84,118–121]. Although flowability decreases at elevated dosages, the porous structure and moisture absorption capacity of SCBA allow it to act as an internal curing agent. SCBA is capable of absorbing about 16.2% moisture over 30 h, enabling gradual water release during hydration, with the aid of partially addressing self-desiccation effects of UHPC systems [122,123]. This internal curing action contributes to both fresh-state stability and early-age rheological consistency enhancement in moderate SCBA contents, contributing to the common condition of high workability at low dosage, but relatively reduced flowability at a higher replacement concentration. These effects are further influenced by particle morphology. Compared with the traditional composite mixes, UHPC and ultra-high-performance fiber-reinforced concrete (UHPFRC) mixtures have improved workability and fresh-state stability from coarse SCBA grains and partially fibrous textures, which improve the integration of the matrix and reduce segregation tendencies [124]. In contrast, highly irregular, angular, or too fine SCBA particles increase surface friction and particle–particle interactions, as well as plastic viscosity, and reduce fresh-state performance [113,117]. Taken together, these results reveal that the effect of SCBA on UHPC rheology is not only controlled by the dosage, but also the joint effect of fineness, morphology, and absorption characteristics, and must be optimized to suit workability, stability, and hydration control.
Control and Mitigation Strategy of RheologySince UHPC is very dependent on the fineness, morphology, and surface properties of SCBA, it is critical for UHPC mix design to implement effective control and mitigation strategies on the rheology aspect. At the heart of these approaches is the optimization of SCBA processing conditions, especially controlled grinding and calcination, to obtain adequate fineness and pozzolanic reactivity, but minimize excessive surface roughness and water demand [25,34]. Poorly processed SCBA characterized by high specific surface area and irregular morphology can increase interparticle friction and disrupt flowability under ultra-low water-to-binder environments. Rheological effects may further be reduced by carefully selected judicious chemistry in combination with chemical admixtures and by controlled and judicious dosage for use. High-range water-reducing superplasticizers that have low adsorption affinity to porous SCMs are particularly effective in maintaining dispersion efficiency and reducing lost workability in SCBA-modified UHPC systems [125]. Simultaneously, controlled mixing protocols (e.g., staged introduction of the material, adequate pre-wetting, and a small dose of SCBA) are also necessary for both effective uniform dispersion of the particles to eliminate precipitates and the possibility of agglomeration, and the flow properties and consistency [117]. Furthermore, the inherent porosity of the finely wrought SCBA can be used to enhance internal curing. The capacity of SCBA to absorb and slowly release moisture provides for better fresh-state stability as well as better early-age hydration, which is of great importance, particularly in UHPC systems where permeability is ultra-low and free water remains scarce [96,97]. If properly controlled, this curing effect on the inside can partly counteract the adverse rheological effects of the increased fineness, and in this way maintain workability and efficiency in water retention.
Figure 9 presents a systematic framework for controlling and mitigating rheological behavior in SCBA-modified UHPC, illustrating how optimization of SCBA processing, selection of appropriate chemical admixtures, controlled mixing protocols, and utilization of internal curing collectively regulate yield stress, plastic viscosity, flowability, and fresh-state stability under ultra-low water-to-binder conditions.
Generally, the literature indicates that SCBA can improve or maintain workability of UHPC as long as it is well engineered, but its rheological effect is highly dose and processing conditions-dependent. A successful application will therefore require harmonized control of SCBA fineness, replacement level, and admixture strategy rather than indiscriminate substitution.
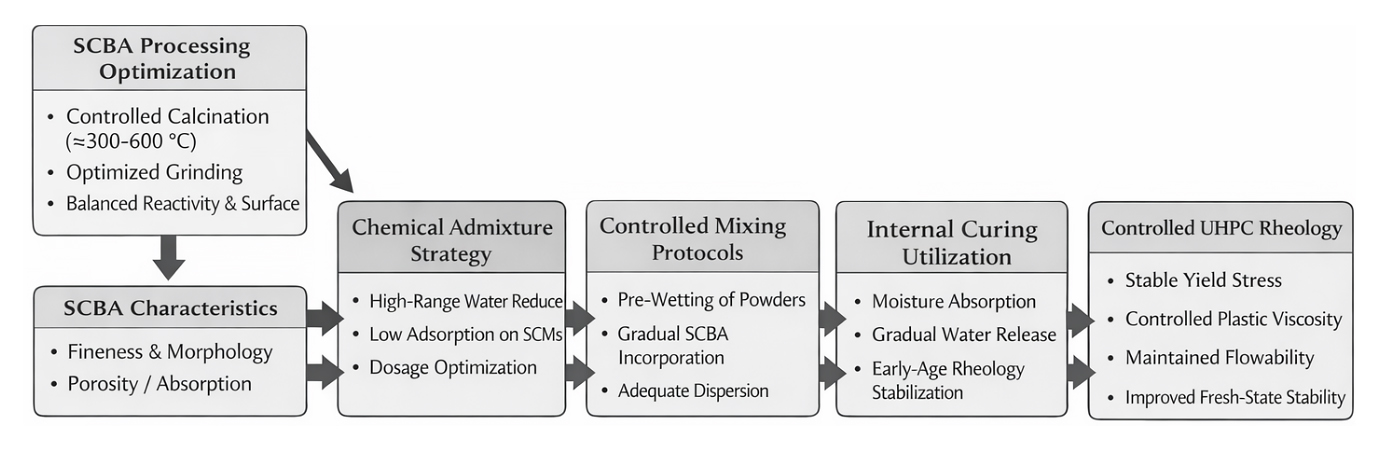 Figure 9. Rheology control and mitigation strategies for SCBA-modified UHPC.
Figure 9. Rheology control and mitigation strategies for SCBA-modified UHPC.
The mechanical properties of UHPC with SCBA are determined by the combined effect of the pozzolanic reactivity, particle packing optimization, and internal curing, which interacts robustly with the curing regime and dosage. In contrast to conventional concrete, UHPC allows SCBA to act as SCM (reactive supplementary cementitious material) and reactive micro-/nano-filler, thus forming a role-dependent and non-monotonic strength developmental pattern.
Compressive StrengthStrength Development: Early-Age Vs. Long-Term
Most of the UHPC-related research conducted shows that the high early-age compressive strength is mostly preserved or slightly decreased once SCBA is introduced, especially at higher replacement rates. This phenomenon is largely due to the slower initial pozzolanic reactivity of SCBA as compared to Portland cement under ultra-low water-to-binder conditions, where early hydration is mainly governed by cement clinker phases and not by supplementary materials [9,25]. Hence, SCBA has a weak effect on the strength improvement in the early stages of curing.
This early-age strength moderation is often counterbalanced later with strong strength gains. These advances are correlated with sustained pozzolanic reactions, secondary hydrate formation, and gradual microstructural refinement, such as C–S–H production and pore structure densification [9,30]. Optimized UHPC also shows that SCBA, as a partial cement replacement at moderate concentrations, can maintain a 28-day compressive strength comparable to the UHPC reference, and that its strength continues to evolve at later ages. This pattern suggests that SCBA is mainly involved in the late matrix densification rather than the acceleration of early hydration events [9].
Wu et al. (2022) [9] found that the influence of SCBA used as a cement replacement on the compressive strength of UHPC is strongly age- and dosage-dependent. At 28 days, replacement levels up to 40% maintained compressive strength comparable to the control, whereas a higher replacement level (60%) resulted in a noticeable strength reduction, indicating dilution effects at early ages. At 91 days, UHPC containing 20–40% SCBA exhibited clear strength enhancement compared with the control, with the SCBA-40% mixture achieving the highest compressive strength (130.8 MPa). Although the 60% SCBA mixture partially recovered strength at a later age, it did not surpass the reference, confirming that excessive cement replacement limits long-term strength gain. Overall, these results indicate an optimal SCBA cement replacement range of approximately 20–40%, highlighting the positive role of SCBA in enhancing long-term compressive performance when used at moderate dosages, as shown in Figure 10 and Table 8.
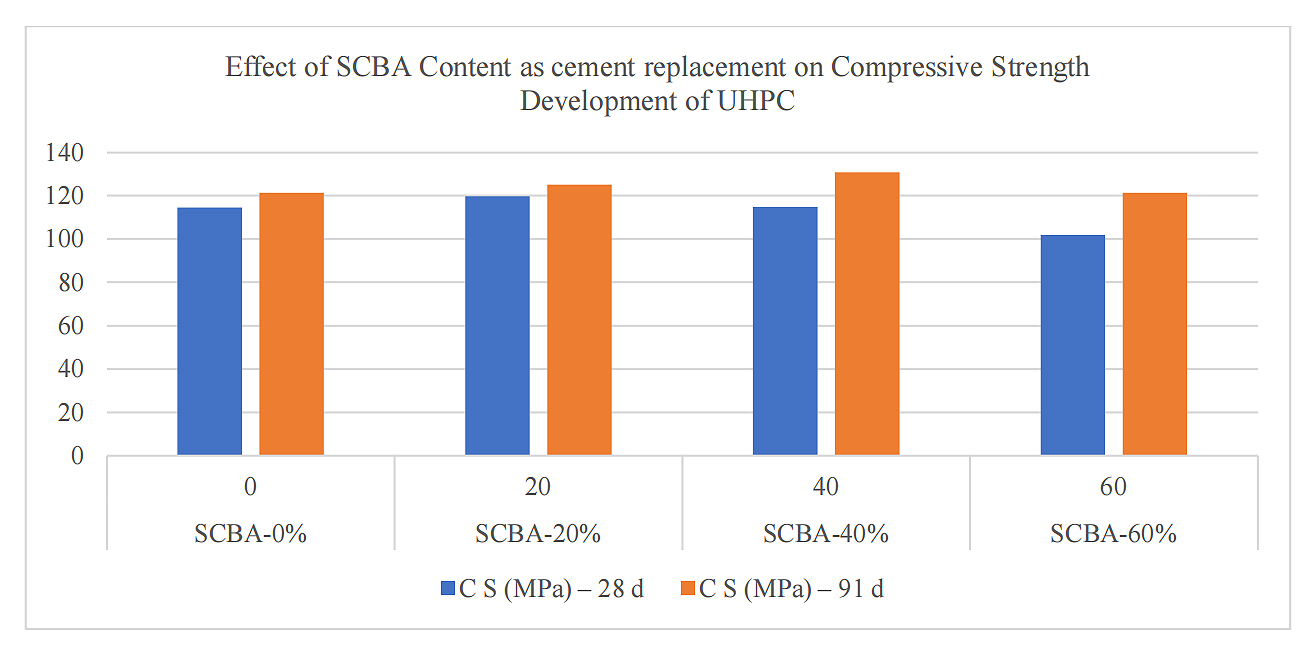 Figure 10.
Effect of SCBA Content as cement replacement on Compressive Strength Development of UHPC [9].
Figure 10.
Effect of SCBA Content as cement replacement on Compressive Strength Development of UHPC [9].
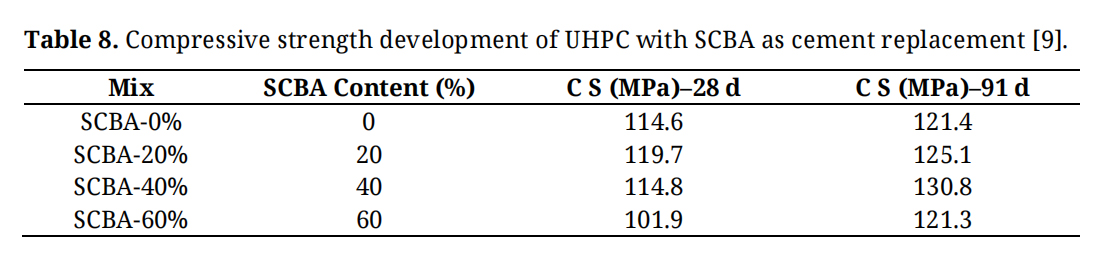 Table 8. Compressive strength development of UHPC with SCBA as cement replacement [9].
Table 8. Compressive strength development of UHPC with SCBA as cement replacement [9].
A different strength-development trend is observed when SCBA is used as a quartz powder replacement. Early-age strength improvement in compressive strength also occurs in these systems because of better particle packing and filler effectiveness. In the case of replacing approximately 60% of QP with SCBA, compressive strength of about 136.9 MPa was observed; it exceeds standard UHPC strength parameters under optimal mix design [29]. UHPC mixtures that used a high proportion of SCBA as QP replacement (≈40–80%) displayed a better compressive strength during curing (7 to 60 days) than other reference mixtures without SCBA [29,30].
Huang et al. (2023) [91] reported that SCBA has a limited influence on the early-age compressive strength of UHPC but significantly enhances long-term strength development, as shown in Figure 11 and Table 9. At 7 days, all mixtures exhibited comparable compressive strengths (81.5–84.0 MPa), indicating that early strength was mainly governed by cement hydration. At 28 days, mixtures containing 40–60% SCBA showed clear strength improvement compared with the reference, whereas a 20% replacement level was insufficient to provide enhancement. At 60 days, all mixtures with 40–80% SCBA outperformed the reference, with the SCBA-60% mixture achieving the highest compressive strength (136.9 MPa). The slight reduction observed at 80% SCBA suggests the onset of dilution effects. Overall, SCBA improves the long-term compressive performance of UHPC, with an optimal replacement level of approximately 60%, highlighting its dosage- and age-dependent effectiveness.
It is important to mention that the early-age development of UHPC strength is significantly susceptible to curing temperature. Increased curing conditions at temperatures of 40 to 60 °C or above are reported to be required for very high compressive strength in the first week, and at around 20 °C, there is a general trend to retard the growth of compressive strength after the initial curing period [126,127]. These dependencies on curing parameters are of great importance in UHPC systems containing supplementary cementitious material, such as SCBA applications.
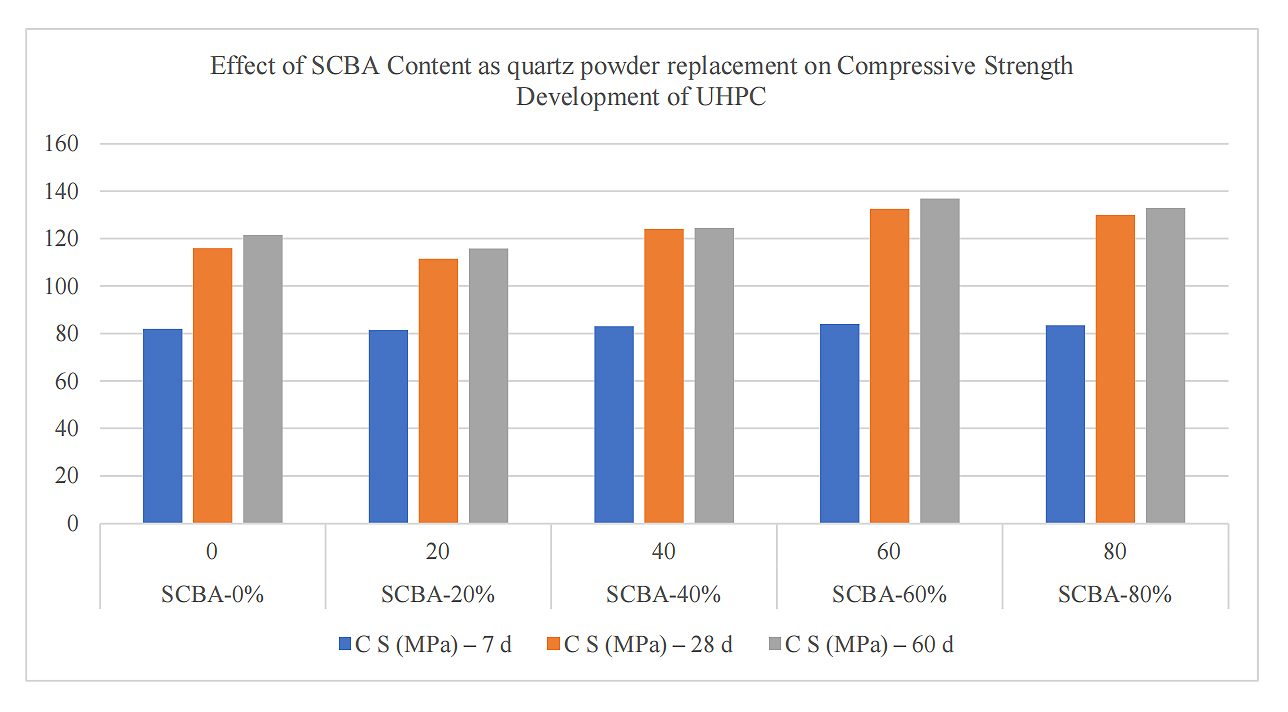 Figure 11.
Effect of SCBA Content as quartz powder replacement on Compressive Strength Development of UHPC [91].
Figure 11.
Effect of SCBA Content as quartz powder replacement on Compressive Strength Development of UHPC [91].
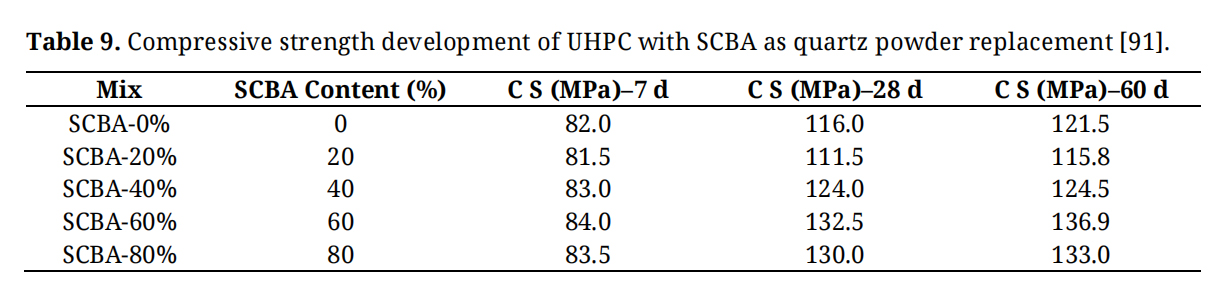 Table 9. Compressive strength development of UHPC with SCBA as quartz powder replacement [91].
Table 9. Compressive strength development of UHPC with SCBA as quartz powder replacement [91].
In later ages as well (28 days and past), SCBA plays an increasingly important part. The amorphous silica in carefully treated SCBA gradually reacts with the calcium hydroxide of cement hydration to generate additional calcium silicate hydrate (C–S–H) gel, refining the pore structure and densifying the UHPC matrix at the latter end [128,129]. Recent UHPC-level experiments also observed that minor incremental additions of finely-processed SCBA can be used for the maintenance or even enhancement of the long-term compressive strength when the mix proportions and particle packing are optimized [34]. Achieving the required strength is generally up to 90% of the ultimate compressive strength in 21 days or more after the first stage of curing due to ongoing hydration and the presence of secondary C–S–H forms [130].
SCBA-based UHPC shows a mild moderation in early-age strength, especially with ambient curing, which is followed by continuous long-term strength development that is controlled by pozzolanic activity and microstructural maturation. Such findings bolster the justification for considering SCBA for UHPC treatment along with other additives as complementary materials, particularly if suitable processing, dosage control, and curing approaches are utilized. As summarized in Table 10, the strength development of SCBA-based UHPC is strongly dependent on the replacement role and curing age, with limited influence at early ages but clear enhancement of long-term strength due to delayed pozzolanic reactions, matrix densification, and microstructural refinement.
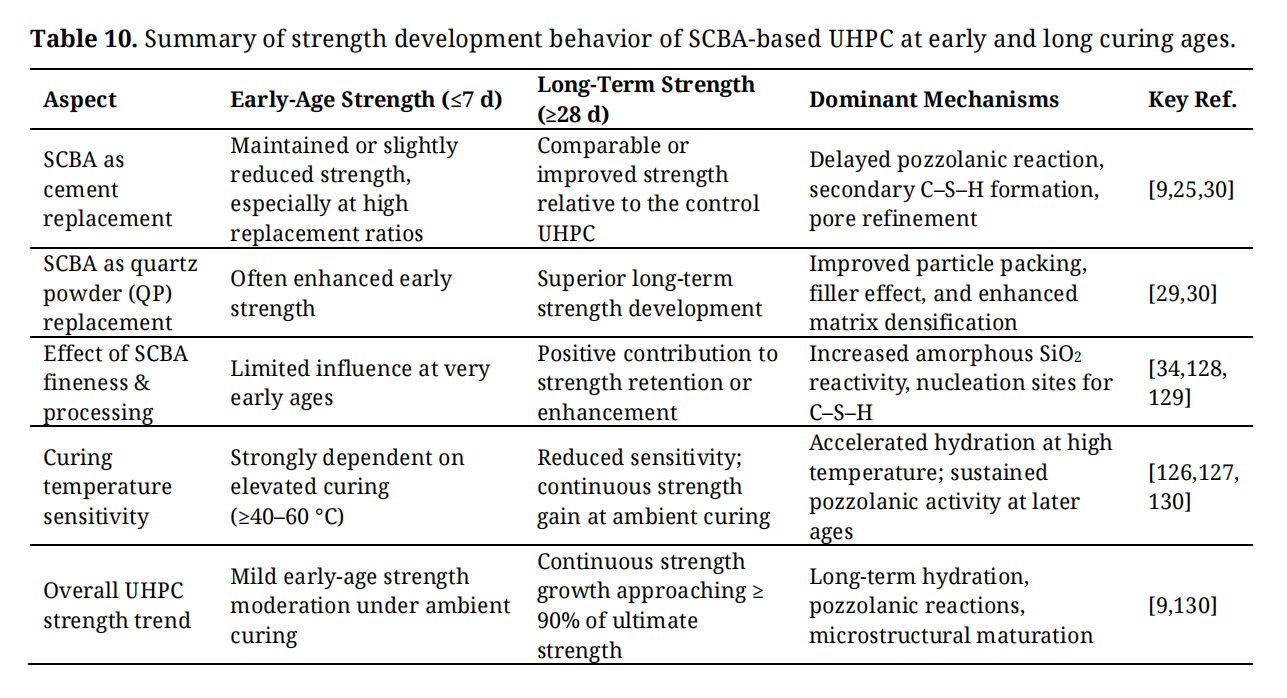 Table 10. Summary of strength development behavior of SCBA-based UHPC at early and long curing ages.
Table 10. Summary of strength development behavior of SCBA-based UHPC at early and long curing ages.
Strength Development and Strength Retention Trends
Although hydration kinetics essentially determine early- and long-term strength development in UHPC, an even greater divergence in terms of compressive performance can be seen with respect to the functional role of SCBA in the UHPC matrix. Where SCBA is utilized as a partial cement replacement, it tends to exhibit strength retention in UHPC mixtures rather than sharp early-age enhancement, especially at medium- to high replacement levels. Many studies show that a cement replacement ratio of around 40 wt.% indicates an ideal compromise between compressive strength, workability, and autogenous shrinkage mitigation, with the tendency to avoid a strength gain being reached [9].
In contrast, when SCBA is used as an active filler in place of quartz powder, a larger compressive strength increase is frequently found. For example, strength increases have been reported between 5–12% under all curing regimes (standard curing, steam curing, hot-water curing, and autoclave curing in general) [30,91]. Of interest, UHPC mixtures that contain approx 60 wt.% SCBA for quartz powder substitution has exhibited a mechanical performance similar to steam-cured reference UHPC without SCBA, indicating that SCBA can provide partial compensation for thermal curing via intrinsic microstructural refinement mechanisms [30].
Overall, the effect of SCBA on compressive strength is dependent on the specific roles played, and the best dosage depends on whether SCBA is used as a cementitious component or a filler material [25,34,90]. Further increases in SCBA content generally will reduce strength returns beyond the role-specific optimum due to excessive fines, reduced packing efficiency, binder dilution effects, and other factors. Mechanistically speaking, SCBA is mainly a reactive pozzolanic material, with a large dependence on replacement level, particle fineness, and curing age on UHPC performance [9,34,91]. Its high amorphous silica content and porous morphology favor secondary C–S–H evolution and matrix densification under ultra-low water-to-binder conditions [64].
Thus, SCBA is essential in early-age and long-term strength development via a synergistic pozzolanic and nano-filler effect [9,34]. In early age (e.g., 28 days), compressive strength is usually conserved or weakened slightly at higher SCBA replacement levels by dilution; however, pozzolanic activity is prolonged, and strength recovery or improvement is achieved in later age periods [9,91]. At the experimental level, cement replacement for up to about 40 wt.% will exhibit late age compressive strengths ≈ 90–91 days equivalent to, or higher than, reference UHPC mixtures, secondary to persistent pozzolanic reaction and successive pore refinement [9,91].At reduced replacement, for instance, under 15–20 wt.%, SCBA can frequently induce a small improvement in the strength as extra C–S–H is formed, and the ITZ is densified [9,64].
In contrast, a noticeable decrease in early-age compressive strength is typical as a result of the dilution phase, which compensates more than the pozzolanic contribution of SCBA at initial hydration stages [9,24]. The total efficacy of SCBA UHPC is controlled by multiple interacting signals. Heterogeneity in the particles at SCBA fine particle content also results in better nucleation sites for hydration products, leading to pore refinement and microstructural densification [64,91]. In addition, as the porosity of SCBA, it is cure by reinforcement in the composites which make the surface can hold moisture to perform the hydration which can contribute to 25–30% reduced autogenous shrinkage. But adding more amount of SCBA normally results in loss of workability. It is mainly because of the SCBA’s large specific surface area and high-water absorber capacity that high workability is often needed at a few times the current amounts for UHPC.
Table 11 shows that SCBA enhances UHPC strength in a role- and dosage-dependent manner, with moderate cement replacement improving long-term strength retention and quartz powder replacement providing the greatest strength gains.
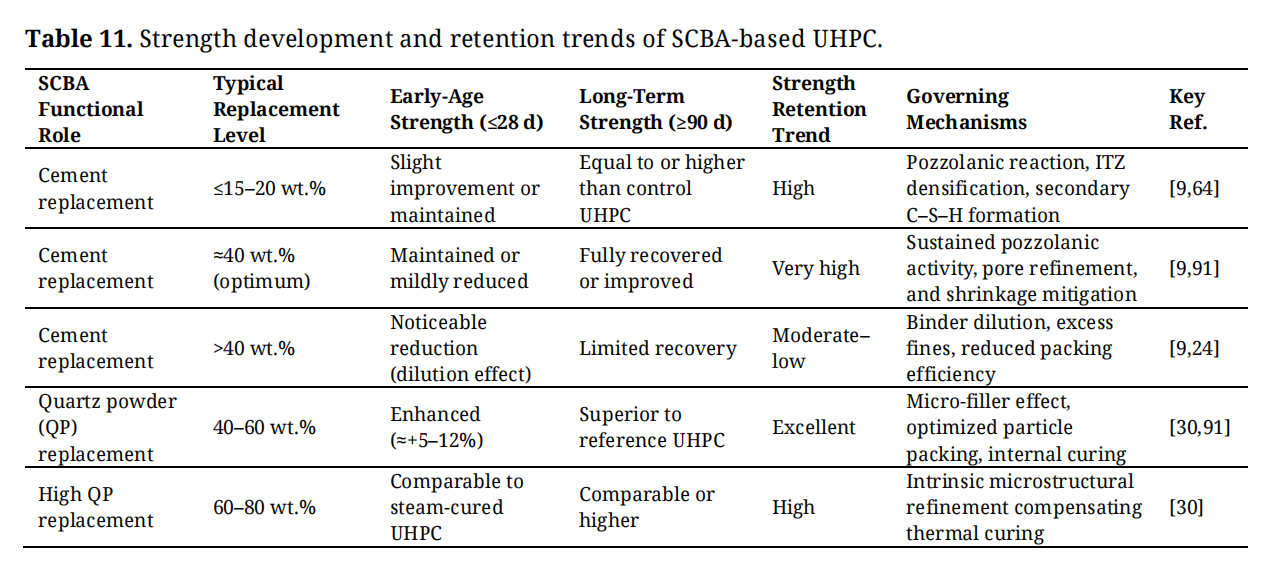 Table 11. Strength development and retention trends of SCBA-based UHPC.
Table 11. Strength development and retention trends of SCBA-based UHPC.
Identification of Role-Dependent Optimum SCBA Contents
Importantly, the perfect amount of SCBA content in UHPC has been shown to differ depending on its functional role in the binder system. In very mild doses (≤3.0 wt.% of cement), compression strength increases of approximately 10–13% have been demonstrated in dense cementitious systems, which have mainly resulted from pore refinement, particle packing, and early hydration products’ densification process, not only pozzolanic reaction [25,34]. Such effects are associated in the early ages with the granting of further nucleation sites and microstructure refinement.
While SCBA cannot, when applied as a partial cement replacement using lower ratios, it was only observed to reduce the compressive strength, particularly between 10–20 wt.% cement, compressive strength remains in the mean and is only slightly disturbed by SCBA addition, while reductions in autogenous shrinkage and advances in sustainability performance are regularly reported [9,20,32,33]. At these replacement levels, SCBA is mainly used for delaying pozzolanic activity and microstructural refinement instead of strengthening it.
Significantly higher SCBA contents can be used in UHPC when SCBA is used as a fine filler or in place of quartz powder as opposed to cement. In such scenarios, replacement values between about 40 and 60 wt.%, and in certain research up to about 80% of the filler fraction, are observed to give the highest compressive strengths, typically exceeding 130 MPa, and the best performance is typically found at around 60% SCBA. Strength improvement to this level is typically reached or decreases following packing failure and with increasing water consumption [29,30,91]. These results emphasize that high SCBA is mechanically useful in UHPC, when the ash is functionally responsible for filler activity.
The impact of SCBA on compressive strength is therefore highly dose- and task-dependent. Moderated replacement cement concentrations (≤15 wt.%) are favorable for sustaining strength in the general high-strength concrete, but the reported compressive strengths in the value of 80–95 MPa suggest this to be a high-strength concrete rather than UHPC and should not be generalized in UHPC systems, with reference given the lack of qualification [45,131].
In UHPC with a compressive strength of about 120 MPa, the main advantage of SCBA at the moderate cement replacement rates is in microstructural optimisation and long-term hydration support, with short-term strength gain not being an obvious consideration. High SCM replacement levels (40 wt.%), together with efficient particle packing and curing regimes, have been reported to maintain material compressive strength at a similar level to reference UHPC blends [130,132]. The binding strength characteristics at these replacement percentages result from a slowdown of the pozzolanic reaction, improved packing granulability and suppression of self-desiccation effects under these very low-water-to binder contents.
Notwithstanding these benefits, too much use of SCBA can have a detrimental impact on the mechanical performance. In traditional high-strength concrete, the compressive strength often fails while SCBA replacement is greater than about 20–25 wt.% of cement because of dilution of the binder, increase in porosity, and inadequate availability of calcium hydroxide for ongoing pozzolanic reaction [131,133]. UHPC systems are more tolerant of SCM replacement due to dense microstructure and optimized packing patterns.
The selection of SCBA replacement levels in UHPC should be interpreted according to its functional role rather than as a universal dosage range. This distinction is important because SCBA has been investigated both as a cement replacement and as a quartz-powder/filler replacement in UHPC, and these two roles affect hydration, packing density, dilution, and strength development differently [9]. When SCBA is used as a partial cement replacement, the reviewed UHPC evidence indicates that approximately 20–40 wt.% provides the most balanced performance. Wu et al. reported that SCBA cement replacement maintained compressive strength, improved workability, and reduced autogenous shrinkage; the 40% replacement mixture achieved good comprehensive performance, with autogenous shrinkage reduced by 24.48% and compressive strength remaining close to the control mixture [9].
In the same study, the shrinkage reduction increased with SCBA content, but excessive cement replacement reduced strength, indicating that dilution effects can outweigh pozzolanic, filler, and internal-curing benefits at very high replacement levels. Therefore, 20–40 wt.% may be considered a comparative performance-balanced range for SCBA used specifically as a cement replacement in UHPC, while higher replacement levels should be interpreted cautiously and should not be generalized unless SCBA is being used as a filler or quartz-powder substitute rather than as a cement substitute [9].
When SCBA is used as a quartz powder or filler replacement, relatively higher substitution levels may be feasible because the cementitious binder content is not directly diluted. Huang et al. (2022) [29] investigated SCBA as an active filler replacing 20%, 40%, 60%, and 80% of quartz powder in UHPC and reported that the optimum mechanical improvement occurred at 60% replacement, where flexural and compressive strengths increased by 18% and 12%, respectively, under standard curing. This improvement was attributed to the combined effects of micro-pozzolanic reaction, internal curing, hydration promotion, and pore refinement, as confirmed using hydration heat, XRD, TG, and MIP analyses [29].
Therefore, 40–60 wt.% can be identified as an effective filler-replacement range for SCBA in UHPC, with 60 wt.% representing the most favorable mechanical-performance level in Huang et al.’s study. Replacement levels up to 80 wt.% may still be feasible where workability, packing density, pore refinement, and strength retention are experimentally verified; however, such high replacement should be interpreted as a sustainability-oriented or mixture-specific option rather than a universal mechanical optimum. A later review citing Huang et al. notes that the 80% replacement level gave the largest environmental-impact reductions, supporting its potential where sustainability is prioritized [91].
In conclusion, the current evidence clearly shows that the effectiveness of SCBA in UHPC is role-dependent and cannot be limited by a single dosage level. Low-dose additions improve early-age performance via physical effects, moderate levels of cement replacement improve sustainability at very low strength penalty, whereas higher volumes of SCBA utilization are best used when ash is utilized as filler or quartz powder replacement in an optimized UHPC mix design framework. As summarized in Table 12, the optimum SCBA content in UHPC is strongly role-dependent, with low dosages (≤3 wt.%) enhancing early-age strength through physical effects, moderate cement replacement (≤40 wt.%) supporting long-term strength retention and sustainability, and higher SCBA contents (≈40–60 wt.%) being most effective when used as quartz powder or filler replacement in optimized UHPC systems.
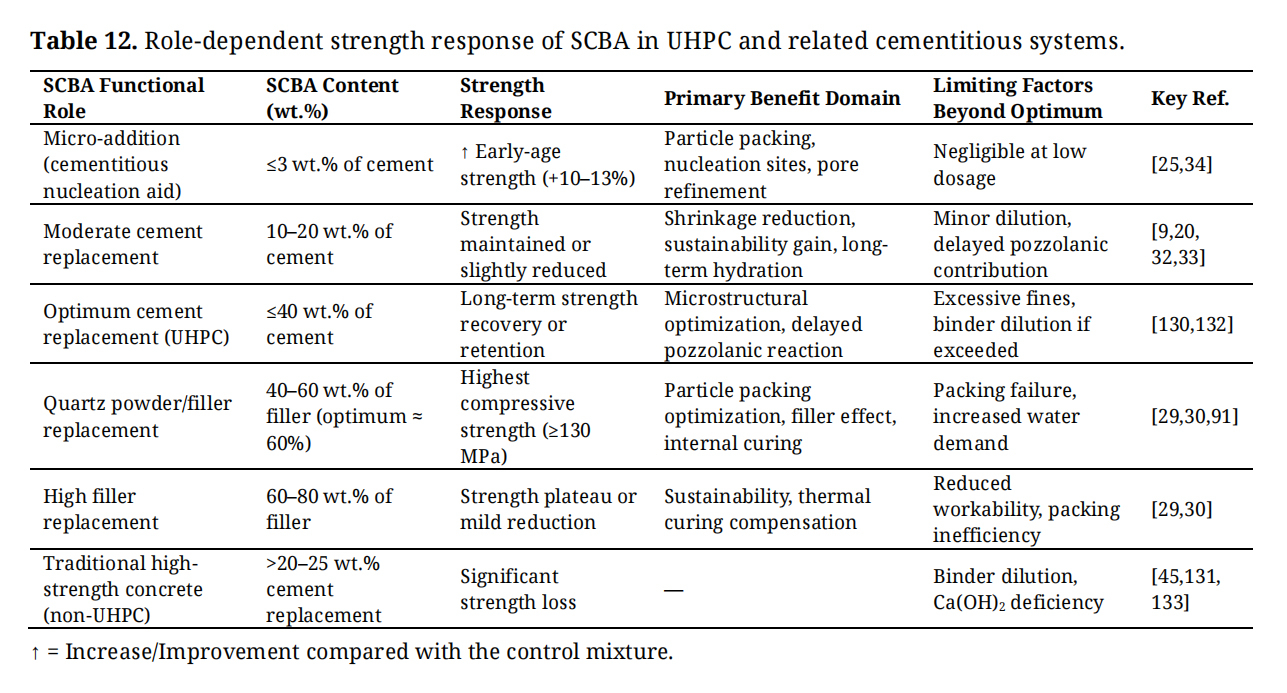 Table 12. Role-dependent strength response of SCBA in UHPC and related cementitious systems.
Table 12. Role-dependent strength response of SCBA in UHPC and related cementitious systems.
Fiber–Matrix Interfacial Bonding
SCBA composition has significantly improved the tensile and flexural properties of UHPC, particularly fiber-reinforced systems (UHPFRC). These enhancements are mainly due to the alterations in matrix microstructure, which serve to reinforce the fiber-matrix interfacial interaction, leading to an increase in the stress transfer capacities under tensile and bending stress [25,34].
Wu et al. (2022) [9] reported that the influence of SCBA used as a cement replacement on the flexural strength of UHPC is also age- and dosage-dependent. At 28 days, all SCBA-containing mixtures exhibited reduced flexural strength compared with the control, with the reduction becoming more pronounced as the replacement level increased. In particular, the mixture with 60% SCBA showed the largest decrease, with flexural strength approximately 20.7% lower than that of the reference, indicating a negative effect of high cement replacement on early-age flexural performance. However, at 91 days, UHPC containing 20% SCBA showed a notable improvement in flexural strength, exceeding that of the control mixture. In contrast, mixtures with higher SCBA contents (40–60%) exhibited only partial recovery and did not surpass the reference. These results suggest that while high SCBA replacement levels adversely affect early-age flexural strength, moderate SCBA contents (≈20%) may promote flexural strength development at later ages, as summarized in Table 13 and Figure 12.
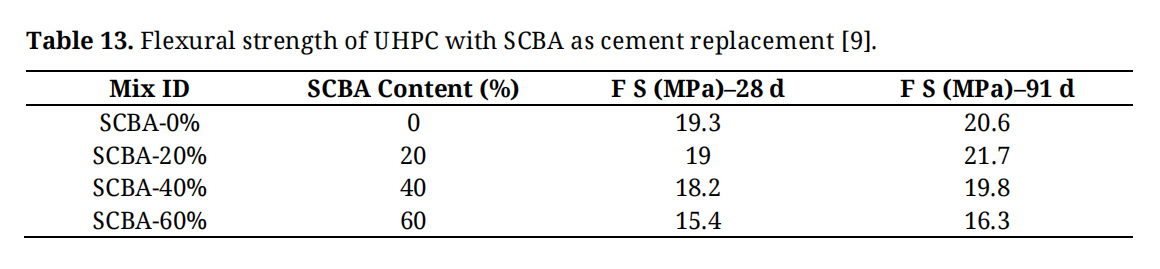 Table 13. Flexural strength of UHPC with SCBA as cement replacement [9].
Table 13. Flexural strength of UHPC with SCBA as cement replacement [9].
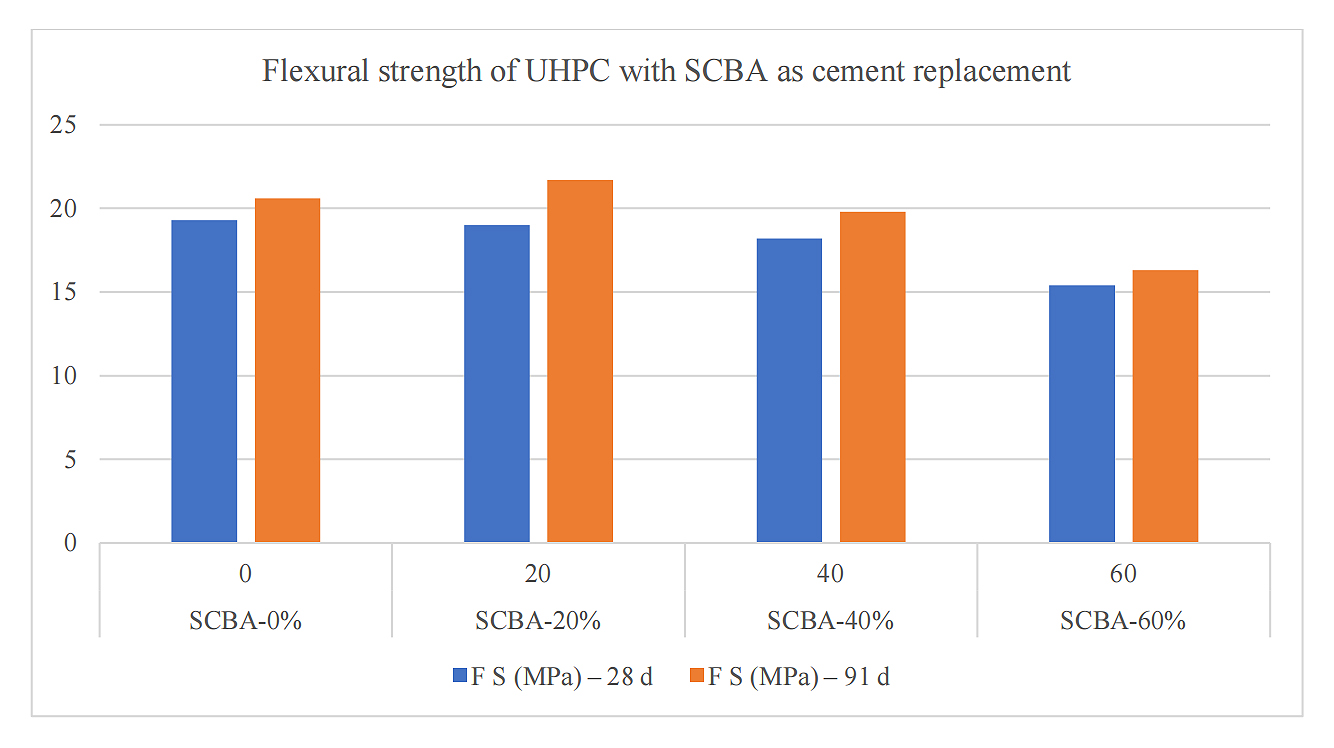 Figure 12.
Flexural strength of UHPC with SCBA as cement replacement [9].
Figure 12.
Flexural strength of UHPC with SCBA as cement replacement [9].
A separate trend in strength is in the case of SCBA as a replacement for the quartz powder (QP) instead of cement. Huang et al. (2023) [91] reported that SCBA exerts a noticeable influence on the flexural strength development of UHPC, with its effectiveness being strongly dependent on curing age and replacement level. At 7 days, mixtures containing moderate to high SCBA contents exhibited flexural strengths comparable to or slightly higher than the reference mixture, indicating an early contribution of SCBA to tensile-related performance. At 28 days, flexural strength increased with increasing SCBA content up to 60%, with mixtures containing 40–60% SCBA demonstrates good performance and improvement over the control, while the lower levels of replacement yield little or no improvement. At 60 days, all mixtures incorporating 40–80% SCBA outperformed the reference UHPC, and the SCBA-60% mixture achieved the highest flexural strength (23.7 MPa). The slight reduction observed at 80% SCBA suggests the onset of performance saturation at excessive replacement levels. Overall, SCBA enhances the long-term flexural performance of UHPC, with an optimal replacement level of approximately 60%, highlighting its age- and dosage-dependent effectiveness, as shown in Table 14 and Figure 13.
At low SCBA doses (≤3.0 wt.% binder), tensile strength increases of up to 20.6% and flexural strength improvements of approximately 17.4% in comparison to reference UHPC mixtures were also presented [25,34]. This enhancement indicates a strong synergy between the SCBA-modified cementitious matrix and embedded steel fibers. The densification of the interfacial transition zone (ITZ), in addition to a correspondingly lower local porosity surrounding fibers, enhances mechanical interlocking and frictional resistance during fiber pull-out, which in turn results in better post-cracking properties.
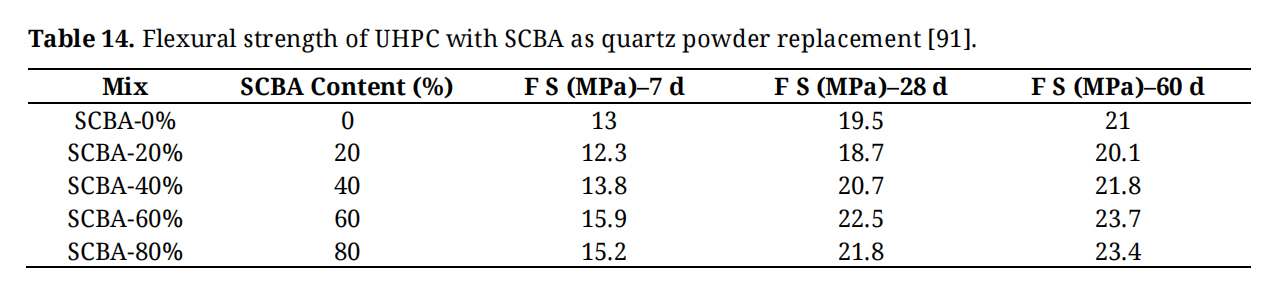 Table 14.
Flexural strength of UHPC with SCBA as quartz powder replacement [91].
Table 14.
Flexural strength of UHPC with SCBA as quartz powder replacement [91].
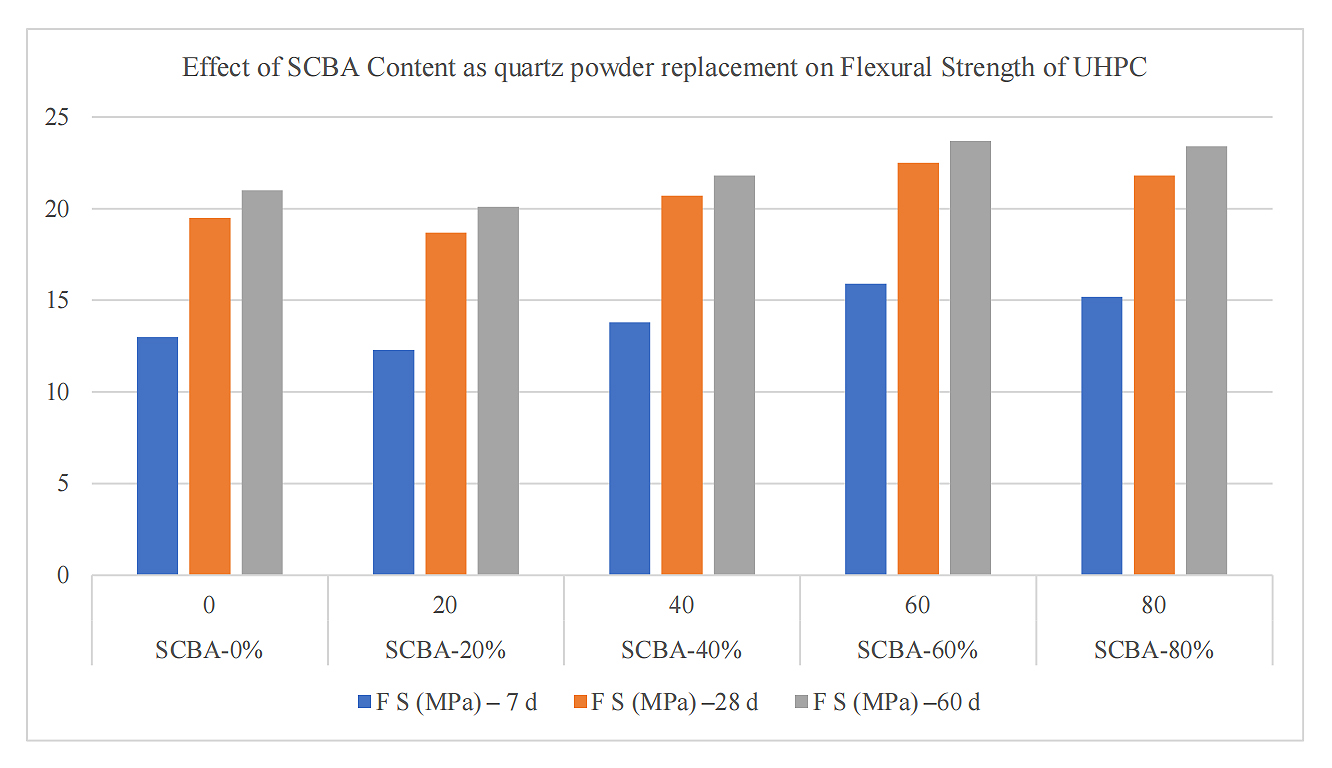 Figure 13.
Effect of SCBA Content as quartz powder replacement on Flexural Strength of UHPC [91].
Figure 13.
Effect of SCBA Content as quartz powder replacement on Flexural Strength of UHPC [91].
UHPC systems are intrinsically distinguished by ultra-low water-to-binder ratios, tuning particle packing, and excessive amounts of fine constituents, resulting in dense microstructures and excellent mechanical properties [134,135]. When using appropriate amounts to develop a hydration product, fine SCMs such as agricultural waste ashes are key materials to refine pore structure and improve hydration product formulation under such stringent hydration conditions [134–136].SCBA acts like a reactive pozzolan and a nano-filler that induces a secondary hydrate formation while promoting matrix densification and promoting the densification of the matrix, which then directly enhances the tensile and flexural strength [134–136].
SCBA performance is highly dependent solely on the fiber–reinforcement system. Experimental studies have repeatedly revealed that steel fibers control the tensile load transfer and crack-bridging actions in UHPC by delaying crack initiation and propagation, while enhancing energy absorption [137]. These factors, such as fiber geometry, volume fraction, orientation, and dispersion, significantly affect tensile and flexural responses, especially when coupled with a refined cementitious matrix [137,138]. Denser fiber–matrix interface results in better pull-out resistance and bridging action over larger crack openings when hybrid systems combining micro- and macro-steel fibers are implemented [138].
However, when fine SCMs have a replacement range above this, mechanical performance will suffer. High levels of SCBA may result in the dilution of cement hydration products and higher matrix porosity, leading to weaker fiber anchorage and decreased benefits of crack-bridging mechanisms [136]. This emphasizes the existence of a dosage-dependent performance window of SCBA in UHPFRC. The process of fiber–matrix bond forming is degraded by thermal exposure. High temperatures would cause dehydration of hydration products, microcracking, and phase transformations of the cementitious matrix, which can diminish the strength of the interfaces and tensile and flexural capabilities [139]. Mechanical degradation, especially after >300–400 °C, is associated with the loss of chemically bound water, microstructural degradation, and the degradation of the fiber’s pull-out durability and post-cracking behavior in UHPC [139].
As summarized in Table 15, SCBA enhances fiber–matrix interfacial performance and flexural behavior of UHPC in a role- and dosage-dependent manner, with optimal improvements achieved at low dosages as a matrix modifier and at 40–60 wt.% when used as a quartz powder replacement.
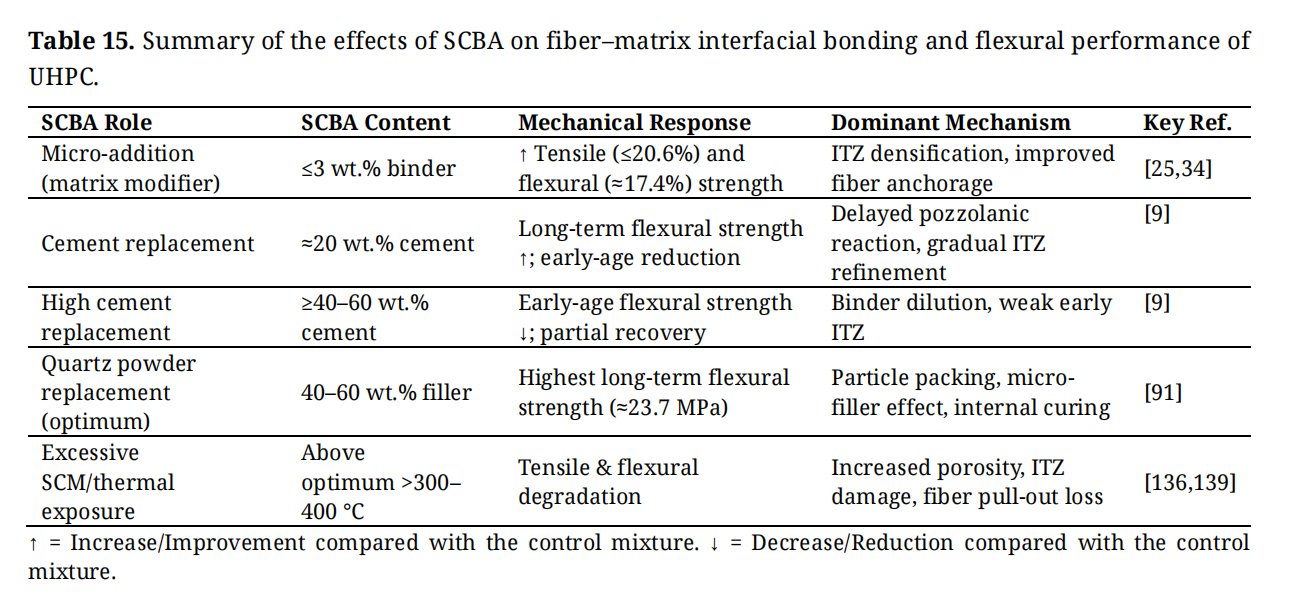 Table 15. Summary of the effects of SCBA on fiber–matrix interfacial bonding and flexural performance of UHPC.
Table 15. Summary of the effects of SCBA on fiber–matrix interfacial bonding and flexural performance of UHPC.
Crack Initiation, Propagation, and Post-Cracking Response
Flexural testing reveals delayed crack initiation, low crack width, and post-cracking improvement in UHPC mixtures based on SCBA. In recent years, a flexural strength improvement up to 18% has been observed in addition to continuous enhancement at the later curing stages when SCBA, as a relative proportion of the quartz powder, is substituted with SCBA, about 60% [29,91]. By the same token, SCBA replacement levels of up to 80% for several curing methods have improved flexural strength by 5.0–24.8%, showing that SCBA-induced crack resistance is relatively insensitive to curing mode [30]. They mainly reflect a better matrix densification and internal curing effect, and a proper particle packing enhanced by fine SCBA particles.
UHPC with SCBA has been optimized by improving on ash amorphous silica content, optimizing on fine particle size, and enhancing pozzolanic reactivity, which can thus promote microstructural refinement and matrix compositional compactness [128,140–142]. In controlled combustion and with adequate grinding, SCBA acts as a reactive filler or secondarily bonding material, allowing to partially replace cementitious or inert structure; these systems can maintain mechanical behavior [128,140,141]. These effects are particularly evident in UHPC materials, where extremely low water/binder ratios greatly restrict hydration, and microstructural optimization is a core mode controlling mechanical behavior. Tensile and flexural response behavior of UHPC is usually determined by the strength of the fiber and the density of the matrix. However, direct tensile strengths of 5–15 MPa for the steel fiber reinforced UHPC are continuously reported, and are attributed to varying fiber volume fraction, aspect ratio, and conditions at curing [127,130,143,144]. Although SCBA does not directly contribute to tensile resistance, its addition indirectly improves tensile performances through refining the cementitious matrix and through enhanced fiber–matrix interfacial bonding via secondary calcium–silicate–hydrate (C–S–H) mechanism [128,140,141].
This optimized microstructure underlies a strain-hardening response with multiple fine crack formation and higher tension under the composite condition owing to efficient fiber bridging [130,143,144]. Flexural strengths greater than 20 MPa have been reported for UHPC, where compressive and crack resistances were mainly improved by dense matrices and improved fiber scatter [127,130,144]. The pozzolanic and nucleative interactions of SCBA lead to further optimization of pore architecture and smaller capillary porosity, which, in turn, slow down microcracking response under tensile and flexural conditions [128,140,141]. UHPC elements perform much better than conventional concrete on crack cracking due to their dense microstructure and high tensile capacity, and experimentally verify the long time to initially form an aggregate cracking mass as well as good serviceability performance [127,145].
When cracking starts, the transformation of elastic-inelastic behavior is maintained, since bridging (for example, fiber mechanisms) redistributes stresses and avoids sudden crack position [143,145]. UHPC generally shows a more varied micro-cracking response after crack initiation than the emergence of a dominant crack, which is the characteristic feature of strain-hardening cementitious composites [130,143,144]. The SCBA-refined matrix optimizes stress transfer between fibres and the surrounding cementitious layer, promoting adequate crack propagation [128,140,141]. Consequently, crack depths remain relatively limited, sometimes even tens of micrometers, even under high or cycling loading [144,145].
In hybrid fiber architectures, in particular steel and polymeric fiber mixtures, further crack control is enhanced due to an improved energy dissipation effect, and delays crack propagation through complementary pull-out mechanisms [144,146]. The tensile resistance to cracking in UHPC is mainly dependent on fiber debonding and pull-out actions and not on instantiating matrix cracking [130,143,144].
At sufficiently high fiber volume fractions, UHPC also has a strain-hardening tendency with metal-like ductility, and low fiber volume mixtures have a strain-softening pattern showing decreasing post-peak stress-strain behavior [143,144]. Accordingly, in comparison to traditional concrete, the fracture toughness as well as energy absorption capability of UHPC are much higher because crack growth has to be promoted progressively through fiber pullout in the dense SCBA refined matrix [146,147]. The influence of SCBA on crack initiation, propagation, and post-cracking behavior in UHPFRC is summarized in Table 16.
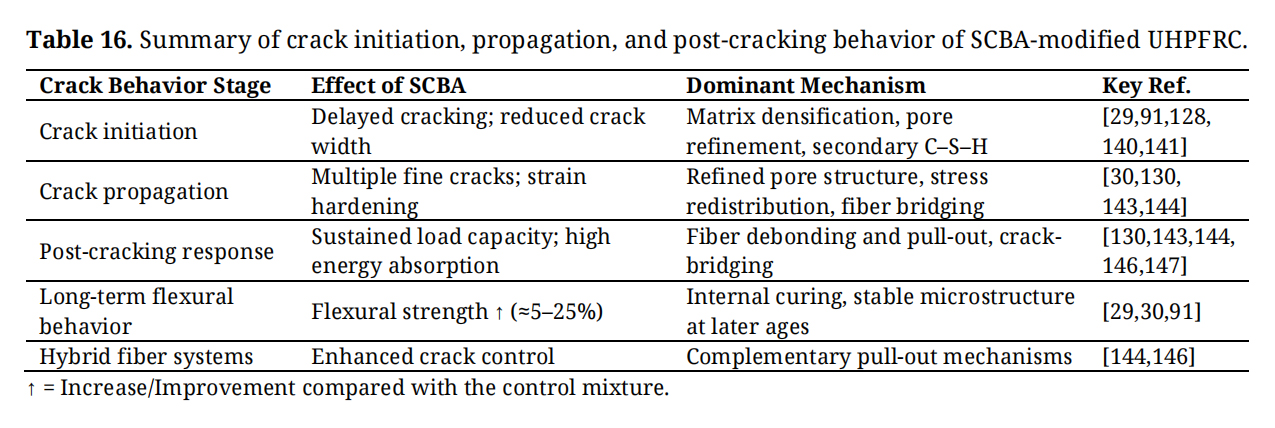 Table 16. Summary of crack initiation, propagation, and post-cracking behavior of SCBA-modified UHPFRC.
Table 16. Summary of crack initiation, propagation, and post-cracking behavior of SCBA-modified UHPFRC.
Implications for Structural Applications
Besides mechanical performance from the typical UHPC, the use of SCBA is also proving a functional advantage towards practical applications in advanced structures. Specifically, SCBA-based UHPC offers better tensile stress (TS) self-sensing characteristics in terms of linearity, hysteresis, sensitivity, and repeatability than those without SCBA in reference UHPC mixtures [25,34]. The corresponding optimal dose of SCBA (~0.9 wt.% of cement) has been reported to maximize sensing repeatability under tensile loading, suggesting the potential role of SCBA-modified UHPC for natural structural health monitoring with no requirements of outer sensors [34].
SCBA works well on a structural level beyond just material-level modifications. UHPFRC beams, with a shear strength incorporating around 10 wt.% of SCBA, have shown to impart a 10.4% improvement in strength, demonstrating a significant impact of SCBA on load-carrying strength and structural efficiency, under real testing loads [32]. The results of the analysis suggest that SCBA has the potential to improve not only matrix properties but also the global performance of structural constituents. When considered more generally, these mechanical data indicate that SCBA has the potential to maintain, refine, or add an element of functionality to existing UHPC strengthening mechanisms, according to its volume and performance. Well-designed SCBA-based UHPC mixtures can achieve compressive strengths exceeding 130 MPa, along with improved tensile-related and flexural performance, with better functional properties, confirming SCBA as a well-suited and effective mechanical component of UHPC systems [9,25,29,30,32,34,91].
The mechanical improvement of SCBA-based UHPC is attributed to the high content of amorphous silica and fine particle size of SCBA, resulting in an increase in matrix densification through pozzolanic interactions, nucleation effect, and fine particle packing optimization. Through these pathways, secondary C–S–H and C–A–S–H phases are formed, which can enhance pore refinement and facilitate fiber–matrix interfacial bonding, altogether resulting in enhanced stress transfer efficiency and post-cracking resistance [9,23,34]. Experimental studies show that SCBA at extremely low dosages (1–3 wt.% of cement) is especially useful for enhancing the mechanical functionality. An optimal content of ~3 wt.% SCBA is said to greatly enhance strength development through fiber-reinforced UHPC and shows 15–25% tensile strength enhancement, 10–20% flexural increase compared to reference UHPC with steel fiber only [9,34]. Dense interfacial transition zone (ITZ) and better anchorage performance of fibers are the most favorable parameters in this regard for enhancing the post-cracking resistance [34]. For instance, high replacement ratios of quartz powder to SCBA (≈40–60%) are expected to promote long-term mechanical performance. Positive properties were reported with flexural strength rise on average 15–20% with prolonged curing periods, which resulted from increased particle packing density, internal curing effects attributed to the porous structure of SCBA, and pozzolanic activity at later ages [9,148].
On the contrary, it has been demonstrated that SCBA over-application has a detrimental impact on UHPC performance. Replacement levels greater than approximately 9–10 wt.% of cement typically caused higher porosity and poorer workability, leading to a flexural strength reduction of up to 15% and a tensile strength loss of ≈5–10% [23,34]. Its results confirm that the effectiveness of SCBA on UHPC depends largely on dosage and has a specific window for optimal performance.
From a structural design point of view, the increased tensile and flexural capabilities of SCBA-modified UHPC promote optimized section geometries, providing more slender components with a reduced section size while maintaining or improving load-carrying capacity. In steel–concrete composite slabs, using the thin UHPC overlays (usually 40–60 mm in thickness) is capable of augmenting flexural capacity by about 10–15% and postponing the first formation of crack in the tensile area [35]. The SCBA used for partial cement replacement, for instance, ranging from 10–20 wt.%, reduces carbon emissions and material costs by ~5–10% at a relatively lower structural barrier [23]. Due to its effective bonding strength, durability, and multi-functional properties, SCBA-based UHPC is gaining extensive investigation for bridge rehabilitation, overlay systems, and critical infrastructure restoration in an aggressive service environment [35,148]. The structural and functional implications of SCBA incorporation in UHPC are summarized in Table 17.
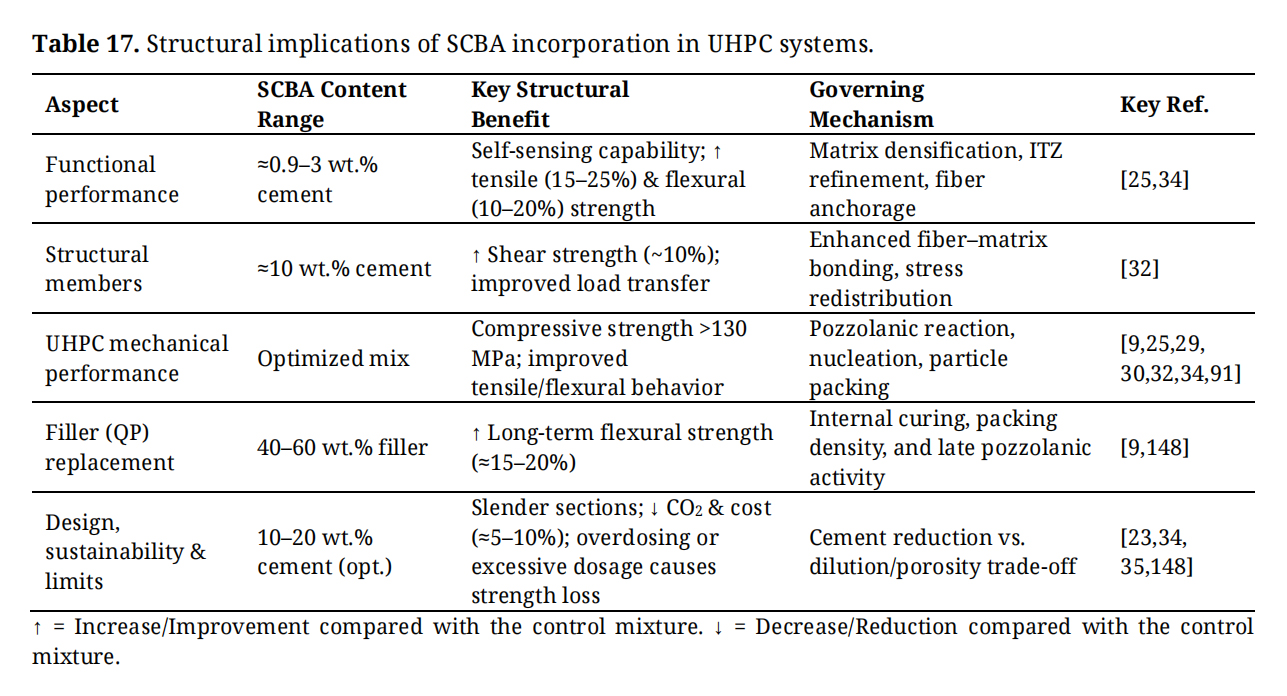 Table 17. Structural implications of SCBA incorporation in UHPC systems.
Table 17. Structural implications of SCBA incorporation in UHPC systems.
The efficiency of UHPC using SCBA is limited by hydration performance and based on the ultra-low water-to-binder (w/b) ratios as well as SCBA’s unique capability to overcome these restrictions of hydration by the combined effects of pozzolanicity, nucleation, internal curing, and pore structure optimization. Due to the dense packing and very limited free water availability of UHPC systems, hydration kinetics are limited, which renders the use of highly reactive SCMs especially decisive for maintaining the long-term matrix densification and performance evolution.
Pozzolanic Reaction of SCBA under Ultra-Low w/b ConditionsUHPC generally uses w/b ratios of approximately 0.14–0.19, the degree of cement hydration is strictly limited to the range of about 30–40%, and the reaction degree of silica fume is very low (seldom greater than 30% range) [149,150]. Under these hydration schemes where water is so restricted, many reactive SCMs are highly dependent and are prone to participate in further hydration and microstructural development. In this environment, SCBA serves as an active pozzolanic material that reacts with calcium hydroxide released during cement hydration to produce more calcium silicate hydrate (C–S–H) and calcium aluminosilicate hydrate (C–A–S–H) phases [9,25,29,34].
Other experimental data have also demonstrated a steady decrease in portlandite content with increasing SCBA content, notably by attenuation of Ca(OH)2 peaks in X-ray diffraction patterns and mass loss by portlandite decomposition in thermogravimetric analysis, further supporting the secondary pozzolanic reaction in SCBA-modified UHPC matrix [9,30,91]. As shown in Figure 14, TG–DTG analysis reveals a progressive reduction in the Ca(OH)2 decomposition peak (~420–460 °C) with increasing SCBA content, confirming enhanced pozzolanic activity under ultra-low water-to-binder conditions. An increased speed of the early-age hydration heat release is also observed at higher SCBA replacement levels, particularly at dosages approaching and exceeding 40 wt.%.
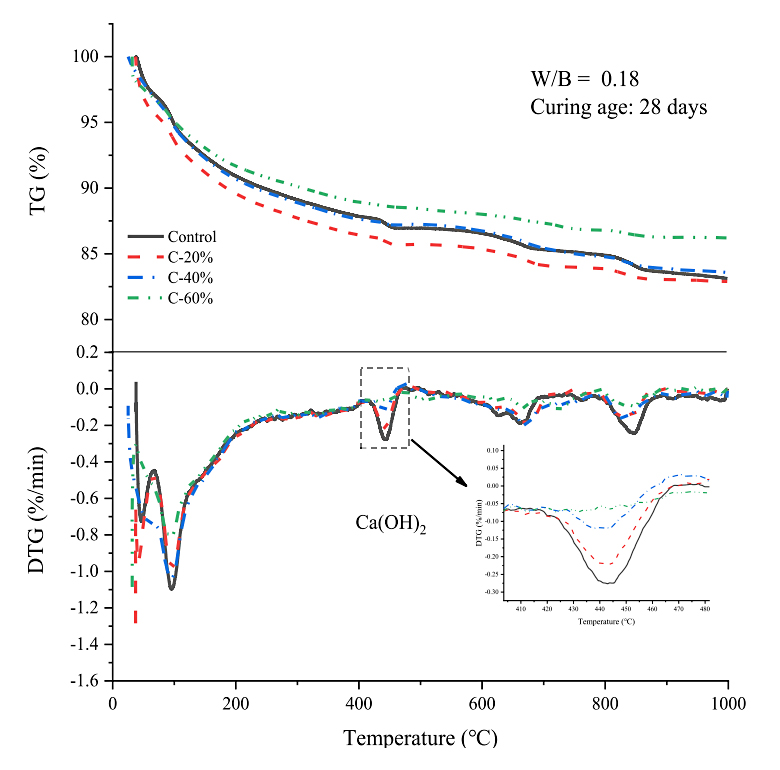 Figure 14.
TG and DTG curves of UHPC incorporating different SCBA contents at 28 days (w/b = 0.18), showing progressive reduction of the Ca(OH)₂ decomposition peak (~420–460 °C) with increasing SCBA dosage, which confirms enhanced pozzolanic activity and secondary C–S–H/C–A–S–H formation under ultra-low water-to-binder conditions [9].
Figure 14.
TG and DTG curves of UHPC incorporating different SCBA contents at 28 days (w/b = 0.18), showing progressive reduction of the Ca(OH)₂ decomposition peak (~420–460 °C) with increasing SCBA dosage, which confirms enhanced pozzolanic activity and secondary C–S–H/C–A–S–H formation under ultra-low water-to-binder conditions [9].
An increased speed of the early-age heat release during hydration is also noted at higher SCBA replacement conditions, especially with the increasing dosage close to, and above, 40 wt.%. This phenomenon is often seen to be due to dilution, whereby partial cement replacement expands the effective space for hydration products and increases ionic mobility in the pore solution, even though UHPC is highly deficient in free water [151]. By this method, SCBA-containing UHPC systems are able to partially work around early hydration stress, where steam or thermal curing or other techniques to gain early-age reaction yields are not applied, to further optimize early-age reaction efficiency under ambient conditions.
C–S–H Formation, Refinement, and Matrix DensificationSCBA plays a systematic role in refining C–S–H formation and enhancing matrix densification in UHPC through combined chemical and physical mechanisms [29]. Its high amorphous silica content enables sustained pozzolanic activity over time, allowing progressive filling of capillary pores and optimization of the pore network [9,25,49,117,152]. Mercury intrusion porosimetry (MIP) results consistently show that SCBA incorporation shifts pore size distributions toward smaller diameters, indicating effective pore refinement and reduced pore connectivity within the UHPC matrix [29,30,91].
The nanoscale contribution of SCBA arises from the synergistic interaction of pozzolanic reactivity, filler action, nucleation-site formation, and internal curing. Well-processed SCBA is typically silica-rich, and controlled burning followed by ultrafine grinding can significantly improve its pozzolanic activity; this has been associated with reduced portlandite content, refined pore structure, and improved compressive strength in cementitious systems [63]. In UHPC, this mechanism is particularly important because the very low water-to-binder ratio limits hydration; Wu et al. reported that UHPC may have a cement hydration degree of only about 30–40%, leaving unhydrated cement and unreacted silica fume particles within the dense matrix [9]. Therefore, the reaction between SCBA and calcium hydroxide can generate additional C–S–H-type products, while alumina-bearing SCBA may also contribute to C–A–S–H formation [153].
Finely ground SCBA can also act as an active filler in UHPC. Huang et al. reported that replacing quartz powder with SCBA improved UHPC strength and attributed the matrix enhancement to both pozzolanic reaction and internal curing [91]. This interpretation is consistent with broader hydration literature showing that nucleation and seeding of C–S–H accelerate hydration and produce a denser microstructure, while C–S–H nucleation controls pore-size distribution and tortuosity [154].
Direct SCBA–UHPC fiber ITZ evidence is still limited, but related UHPC studies show that silica-rich fine additions improve steel fiber–matrix bond through filling, pozzolanic reaction, pore refinement, and ITZ densification [155]. For sugarcane-derived ash specifically, sugarcane industrial ash has been investigated for improving the aggregate–paste ITZ, supporting the plausibility of SCBA-related ITZ densification [156].
Notably, replacement of quartz powder with SCBA at levels around 60 wt.% has been shown to reduce total porosity across multiple pore size ranges, confirming the dual role of SCBA as both a reactive nano-filler and an active pozzolanic material [29]. Yang et al. (2016) [157] demonstrated through MIP analysis that SCBA refines UHPC pore structure by shifting pore size distributions toward finer diameters, increasing the gel pore fraction (<10 nm), and reducing pore connectivity. These microstructural changes explain the improved mechanical performance observed at later curing agesm as shown in Figure 15.
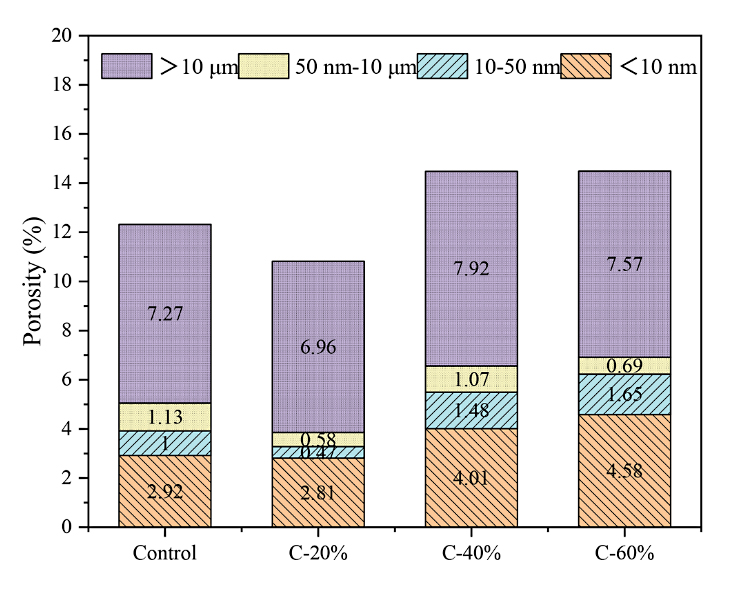 Figure 15.
MIP pore size distribution of UHPC with varying SCBA contents, showing a shift toward finer pores and increased gel pore fraction (<10 nm), indicating effective pore refinement and matrix densification due to the combined pozzolanic and filler effects [157].
Figure 15.
MIP pore size distribution of UHPC with varying SCBA contents, showing a shift toward finer pores and increased gel pore fraction (<10 nm), indicating effective pore refinement and matrix densification due to the combined pozzolanic and filler effects [157].
This refined pore structure correlates with enhanced compressive and flexural strengths, particularly at medium and long curing ages in SCBA-modified UHPC. The densification effect is further amplified under thermal or hydrothermal curing conditions. XRD and TGA analyses indicate that elevated curing temperatures increase the reactivity of SCBA, leading to greater consumption of Ca(OH)2, reduced porosity, and improved pore continuity [30]. Under autoclave curing, the alumina content of SCBA may contribute to the formation of low Ca/Si ratio C–S–H phases, such as tobermorite and xonotlite, which are associated with enhanced silicate polymerization, microstructural stability, and improved mechanical performance in UHPC systems [93,158–162].
The matrix densification role of SCBA is also consistent with broader nanocomposite behavior, where nanoscale fillers improve mechanical and barrier properties through enhanced filler–matrix interaction and reduced transport pathways. Trigui et al. (2025) [163] reported that oxidized cellulose nanofibrils improved the performance of poly(vinyl alcohol)-based composite films through enhanced interfacial interaction and network formation. Although the material system differs from UHPC, the underlying principle remains applicable: well-dispersed nanoscale or ultrafine fillers refine internal structure, improve load transfer, and reduce connectivity of transport pathways. In SCBA-modified UHPC, similar mechanisms explain the observed improvements in pore refinement, ITZ densification, and durability performance.
Interfacial Transition Zone (ITZ) ModificationApart from the buffering effect towards the bulk matrix, SCBA has also been shown to be highly effective in the interfacial transfer zone configuration between cement paste and aggregate and/or fiber. Scanning electron microscopy studies have consistently indicated that UHPC with SCBA demonstrates a denser and more homogeneous ITZ with less microcracking and the distribution of unhydrated cement grains along with improved interfacial continuity [33,40]. SEM and EDX analysis (Figure 16) reveal that SCBA particles possess an irregular, porous morphology and a silica-rich composition, which enhances interfacial packing and provides abundant nucleation sites for hydration products. These characteristics contribute to ITZ densification, improved fiber–matrix bonding, and more efficient stress transfer in SCBA-modified UHPC [164].
This improvement was mainly due to the fine particle size, non-uniform morphology, and large specific surface area of SCBA, which improved the packing density of the particle at the interface and supplied abundant nucleation sites for hydration products [33,34,165]. For fiber-strengthened UHPC systems, the improvement in the ITZ is translated into enhanced fiber–matrix bonding, thereby explaining the superior tensile strength, flexural capacity, and post-cracking response described for SCBA-based UHPC [25,34]. The use of nano-sized SCBA provides an even greater treatment of the ITZ. SEM–EDX analysis showed a more homogeneous distribution of hydration products and locally optimized Ca/Si ratios in nano-SCBA-modified UHPC, indicating enhanced chemical bonding and lower porosity at both a micro- and nano-scale [40,166,167]. These micro-scale effects are very useful for UHPC systems, where mechanical performance is strongly affected by interfacial quality and stress-transfer efficiency.
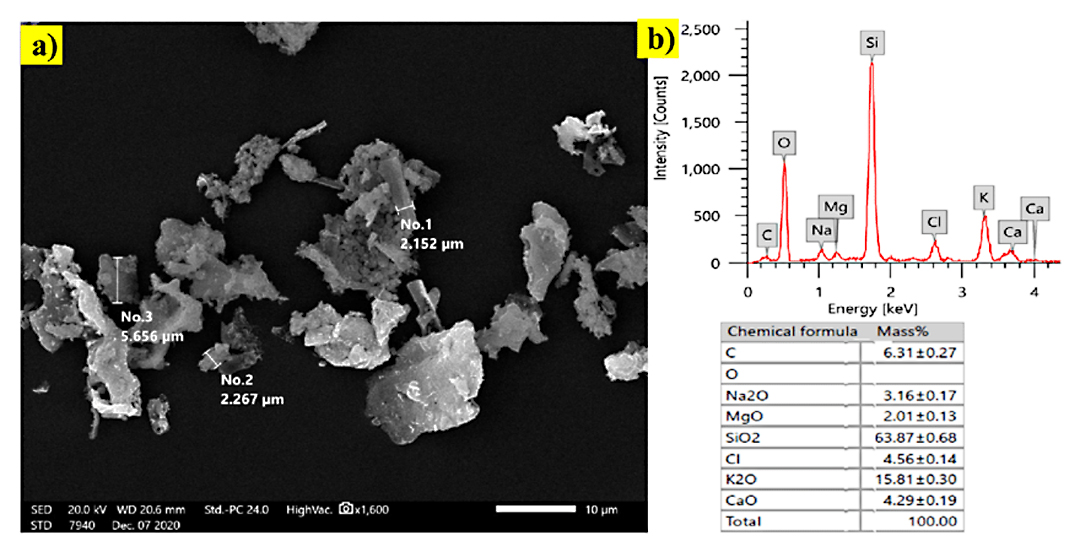 Figure 16.
(a) SEM image showing the irregular, porous morphology of SCBA particles; (b) corresponding EDX spectrum and oxide composition, indicating a silica-rich amorphous phase. The fine particle size, high surface area, and high SiO2 content of SCBA support enhanced interfacial packing, localized nucleation of hydration products, and improved ITZ quality in UHPC [164].
Figure 16.
(a) SEM image showing the irregular, porous morphology of SCBA particles; (b) corresponding EDX spectrum and oxide composition, indicating a silica-rich amorphous phase. The fine particle size, high surface area, and high SiO2 content of SCBA support enhanced interfacial packing, localized nucleation of hydration products, and improved ITZ quality in UHPC [164].
The detailed characterization mechanisms described above are corroborated by several microstructural characterization techniques. SEM studies also show that the irregular and very porous morphology of SCBA particles enables water absorption and gradual release in this manner, which supports the internal-curing role of SCBA and elongates hydration time in UHPC matrix that is ultra-dense [60,91,122,123]. XRD studies consistently show that the peak intensity of portlandite decreases, and under the thermal curing treatments, the crystalline phases, C–S–H, are formed, and these formations are evidence of better hydration and more silicate polymerization [30,93]. Thermogravimetric evidence for reduced Ca(OH)2 and increased chemically-bound water proved for the improvement of pozzolanic action and the subsequent C–S–H formation following SCBA addition [9,30,56,168]. Mercury intrusion porosimetry measurements confirm clear pore refinement and decreased pore connectivity, specifically at optimised SCBA dosage between 20–60 wt.% to the surface of the pores, which provides an accurate microstructural explanation of the enhanced strength and durability observed [29,91,169].
Taken together, these observations show that SCBA should not be considered merely an inert filler in UHPC, but it plays a key role in hydration pathway alteration, pore structure tuning, and bulk matrix and interfacial transition zone densification. When utilized properly and dosed, SCBA allows UHPC structures to minimize inherent hydration limitations due to ultra-low w/b ratios, which leads to improved mechanical performance, durability, and multifunctional activity.
Durability performance is a critical feature of UHPC and is determined mainly by the dense microstructure, ultra-low permeability, and substantial resistance to transport-controlled degradation mechanisms. Furthermore, the presence of SCBA is observed to create additional strengthen of UHPC systems by promoting better pore structure, internal curing, and pozzolanic densification. UHPC-specific durability evidence for SCBA-modified systems remains limited, but available experimental data suggest beneficial effects of SCBA in the long-term performance of UHPC.
Permeability and Water AbsorptionIn particular, UHPC’s permeability and water absorption response can be strongly affected by SCBA and the pore structure properties of the UHPC. Studies of mercury intrusion porosimetry are consistent with SCBA-induced changes in the distribution of UHPC pore size, which gradually becomes finer and decreases total pore connectivity. It has been reported that minimum total porosity is reached when approximately 60 wt.% of quartz powder has been substituted using SCBA, and thus a favorable trade-off between filler packing efficiency and pozzolanic reaction is recognized [29,91]. As shown in Figure 17, SCBA incorporation significantly refines the pore structure of UHPC by reducing total porosity and shifting pore size distributions toward finer pores, particularly at 60–80 wt.% replacement levels, thereby limiting capillary connectivity and enhancing resistance to water penetration.
The refinement of the pore structure is due to the physical filling effect of fine SCBA particles coupled with the chemical action of secondary C–S–H gel, which gradually blocks capillary pathways and limits fluid transport [117]. Scanning electron microscopy also demonstrated higher densification in SCBA-modified cementitious systems and decreased pore continuity [117]. This allows ultrafine SCMs (for instance, SCBA) to bind nanoscale voids, reducing sorptivity and water absorption through UHPC, which already has very poor transport properties. This is particularly relevant at ultra-low water-to-binder ratios, as small amounts of pore refinement can lead to remarkable durability improvements [117].
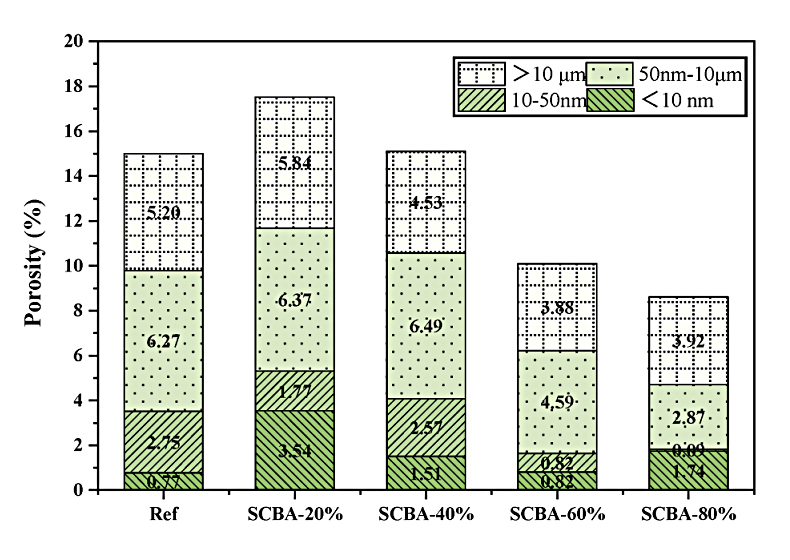 Figure 17.
Pore size distribution and total porosity of UHPC incorporating different SCBA contents at 28 days, showing significant pore refinement and reduced pore connectivity at higher SCBA replacement levels, particularly at 60–80 wt.%, which explains the improved permeability resistance of SCBA-based UHPC [91].
Figure 17.
Pore size distribution and total porosity of UHPC incorporating different SCBA contents at 28 days, showing significant pore refinement and reduced pore connectivity at higher SCBA replacement levels, particularly at 60–80 wt.%, which explains the improved permeability resistance of SCBA-based UHPC [91].
Resistance to chloride ingress is one of the most crucial durability requirements of UHPC structures that are exposed to marine or de-icing environments. Experimental work shows that SCBA can improve chloride resistance when used at appropriate dosages. In SCBA-derived UHPC, the chloride diffusion coefficients, similar to the steam-cured reference specimens, can be obtained after a long standard curing duration, which means that SCBA can partly compensate for the energy-consuming thermal curing by intrinsic pozzolanic activity and internal curing mechanisms [30]. At higher replacement levels, compositions of UHPC with up to 80% SCBA presented chloride penetration resistance similar to steam-cured UHPC and validated that pore refinement or matrix densification could effectively inhibit chloride transport at high SCBA contents [30]. Electrical resistivity tests further corroborate this conclusion, demonstrating a stronger resistance with SCBA addition until a significant level, approximately 0.3 wt.%, which is associated with the decreased ionic mobility and higher durability performance [34]. Figure 18 illustrates the electrical resistivity of UHPC as a function of SCBA content across different curing ages, evaluated at two testing frequencies: (a) 10 kHz and (b) 100 kHz. Due to reduced polarization effects at the higher AC signal, the bulk resistivity values at 100 kHz (ranging from 80 to 180 Ω⋅m) are significantly lower than those at 10 kHz (400 to 800 Ω⋅m). Despite this baseline shift in magnitude, both sub-figures display identical microstructural trends: resistivity progressively elevates with curing age from 3 to 60 days, peaks uniformly at an optimal SCBA dosage of 0.3% due to refined pore structure and restricted ionic mobility, and noticeably declines at excessive dosages (3.0%). This drop confirms that excess replacement impairs particle packing efficiency and promotes pore connectivity if not properly regulated, driving the necessity for an optimized mix design in UHPC systems [90].
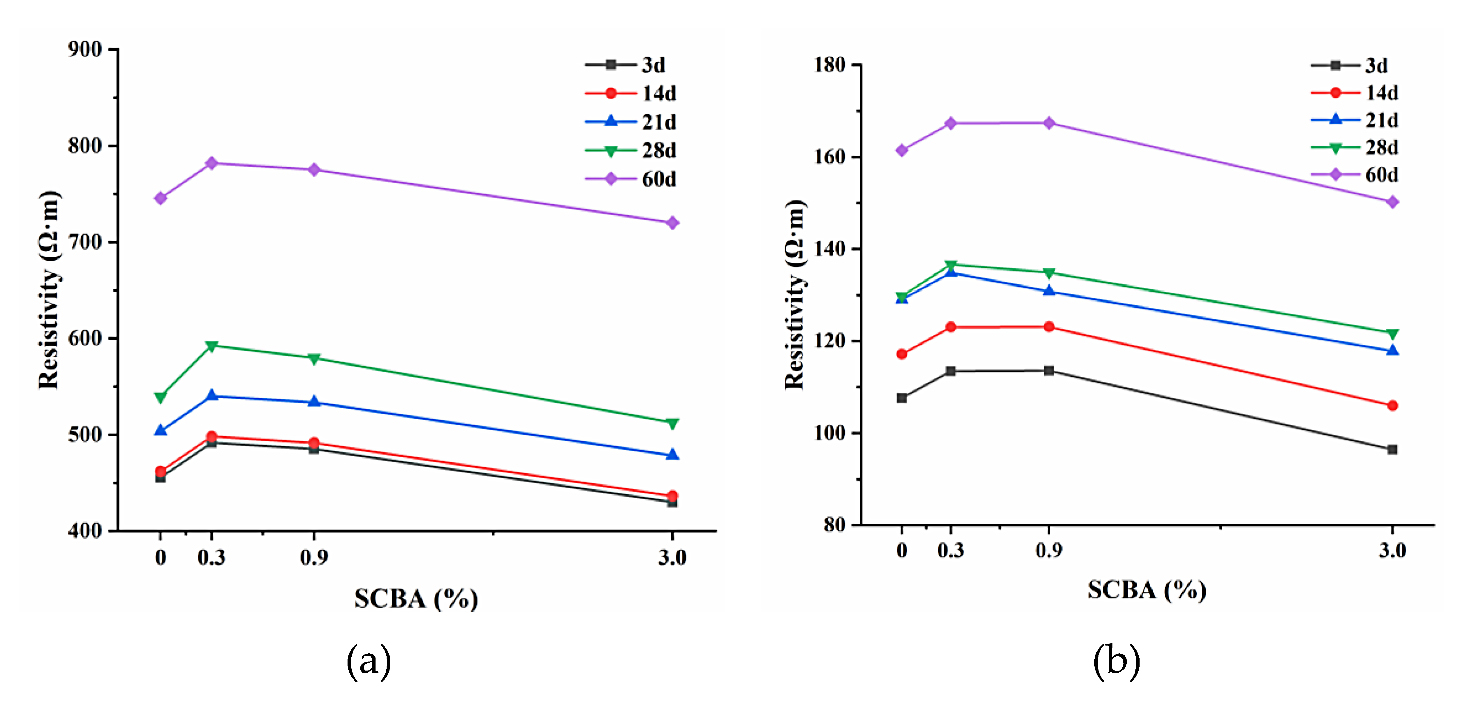 Figure 18.
Electrical resistivity of UHPC with various SCBA contents tested at two frequencies: (a) 10 kHz and (b) 100 kHz. The plots demonstrate increased resistivity at optimized SCBA dosages (0.3%) due to reduced ionic mobility, and a subsequent decline at higher dosages [25].
Figure 18.
Electrical resistivity of UHPC with various SCBA contents tested at two frequencies: (a) 10 kHz and (b) 100 kHz. The plots demonstrate increased resistivity at optimized SCBA dosages (0.3%) due to reduced ionic mobility, and a subsequent decline at higher dosages [25].
Autogenous shrinkage is one of the prominent durability challenges of UHPC owing to the high level of self-desiccation under ultra-low water-to-binder ratios [24]. owing to the porous microstructure of SCBA, it has been shown to possess the ability to alleviate autogenous shrinkage by its internal curing process. The SCBA used for partial replacement of cement has led to significant reductions in autogenous shrinkage, including reductions of 19.20%, 24.48%, and 30.25% at respective replacement levels of 20%, 40%, and 60 wt.%, respectively [9]. As shown in Figure 19, the incorporation of SCBA progressively reduces autogenous shrinkage throughout both early and long curing ages, confirming its effectiveness as an internal curing agent that mitigates self-desiccation in UHPC.
Such progressive mitigation can be attributed to SCBA particles absorbing mixing water during batching and sequentially releasing it during hydration, compensating for self-desiccation and maintaining late-age hydration processes [9,170]. These results show that SCBA acts not only as a pozzolanic supplementary cementitious material but also as an efficient internal curing agent, thereby addressing one of the most important durability-related challenges of UHPC. This finding illustrates the concurrent decrease in autogenous shrinkage and reinforcement of mechanical performance, thus emphasizing the multifaceted contribution that SCBA can render in advanced UHPC composites.
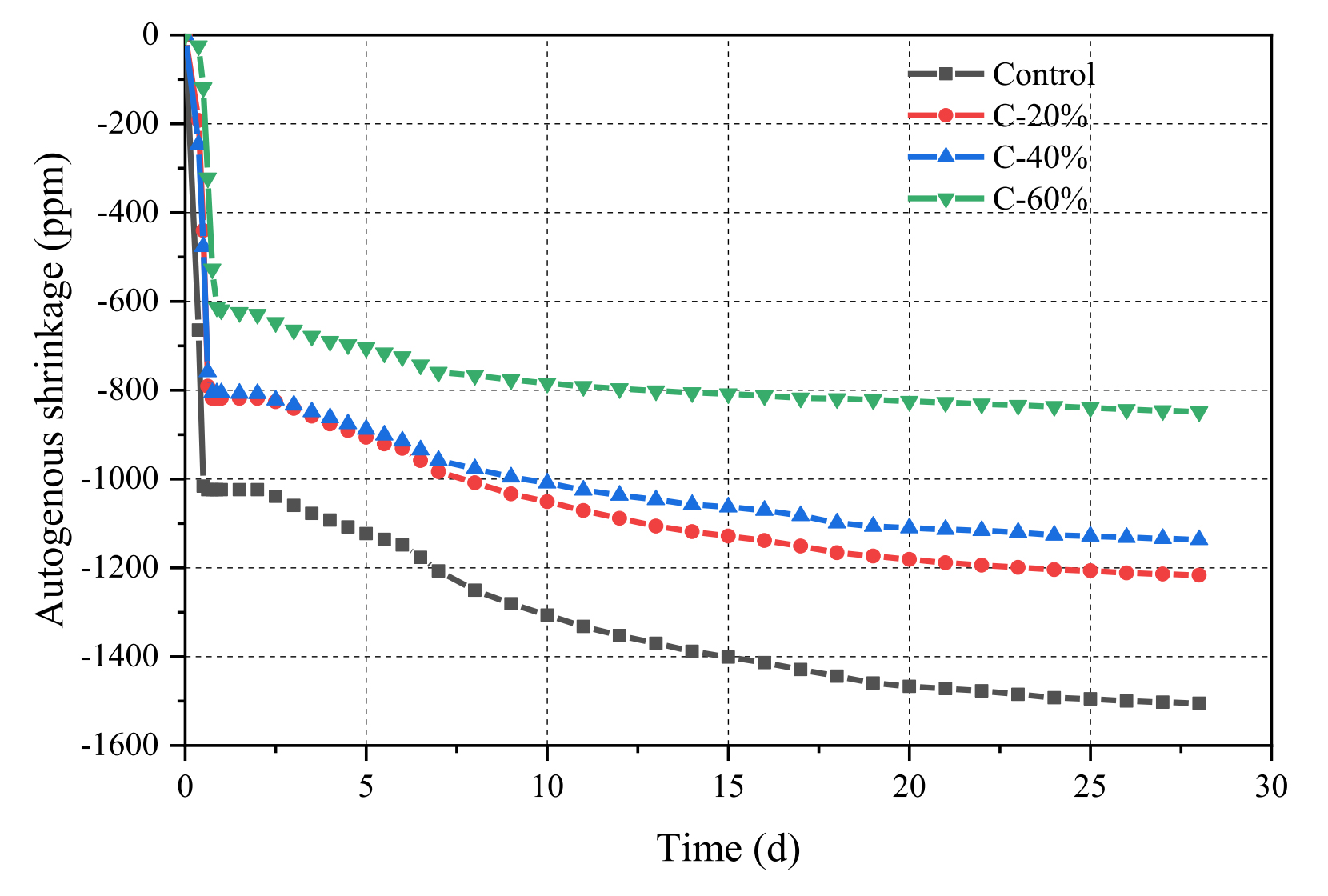 Figure 19.
Development of autogenous shrinkage in UHPC incorporating different SCBA contents, showing progressive shrinkage mitigation with increasing SCBA dosage due to internal curing effects under ultra-low water-to-binder conditions [9].
Figure 19.
Development of autogenous shrinkage in UHPC incorporating different SCBA contents, showing progressive shrinkage mitigation with increasing SCBA dosage due to internal curing effects under ultra-low water-to-binder conditions [9].
The addition of SCBA has also been associated with improved chemical resistance against chemical attack, especially in acidic and ionic environments. Enhanced acid resistance of SCBA in cementitious systems has been associated with lower permeability and higher packing density, with less penetration and diffusion of aggressive solutions [79,171,172]. While the majority of evidence comes from high-performance concrete and/or mortar scale studies, the pore refinement and C–S–H densification governing mechanisms directly translate to UHPC matrices, and thus, much of the durability enhancement for the UHPC scale might be anticipated. UHPC treated with nano-sized sugarcane bagasse ash (NSCBA) has been proven to retain approximately 70% of residual compressive strength at extreme temperatures (600 °C) [40], exhibiting potential thermal longevity, such as an improvement in their thermal stability when subjected to high temperatures. As shown in Figure 20, NSCBA-modified UHPC exhibits superior compressive strength retention after exposure to elevated temperatures compared with the reference mixture, confirming the beneficial role of SCBA in enhancing thermal stability. This enhanced thermal stability was attributed to superior microstructural uniformity, refined pore architecture, and relatively low heat of hydration for SCBA, which minimizes internal thermal stresses in UHPC systems, with comparatively higher contents of cement compounds [40].
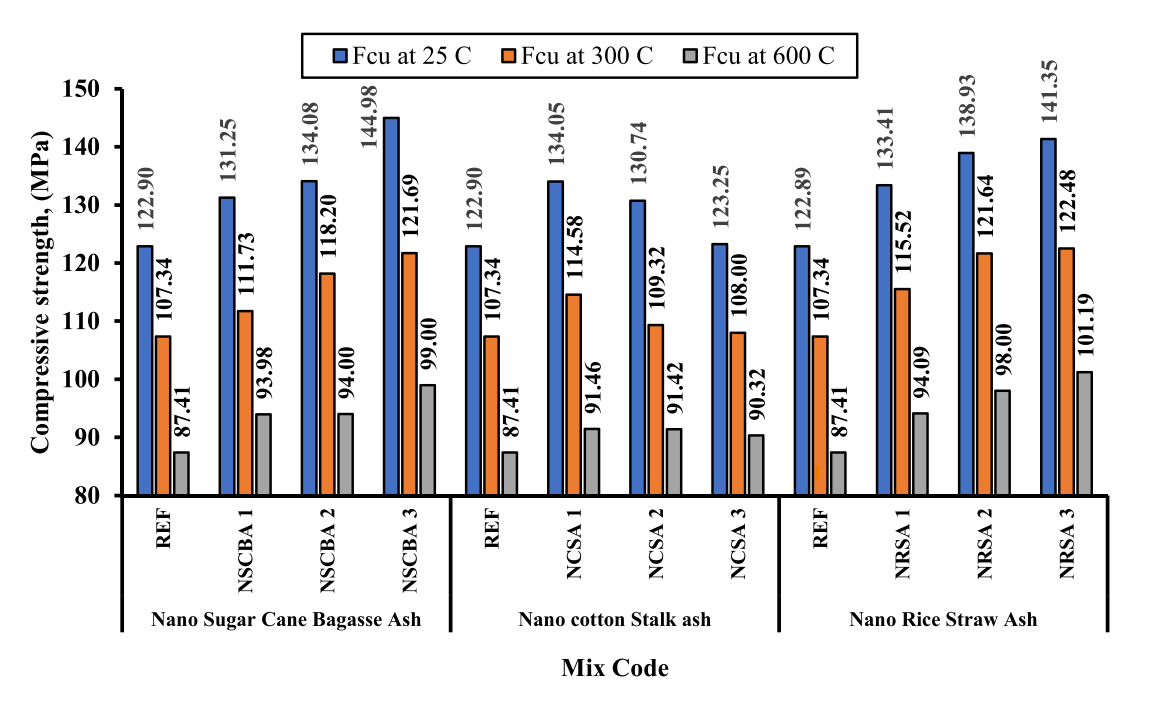 Figure 20.
Compressive strength of UHPC incorporating nano sugarcane bagasse ash and other nano agricultural ashes measured at ambient temperature, 300 °C, and 600 °C, showing improved residual strength and enhanced high-temperature resistance for NSCBA-modified UHPC [40].
Figure 20.
Compressive strength of UHPC incorporating nano sugarcane bagasse ash and other nano agricultural ashes measured at ambient temperature, 300 °C, and 600 °C, showing improved residual strength and enhanced high-temperature resistance for NSCBA-modified UHPC [40].
Although the trend of excellent durability of SCBA-modified UHPC systems looks optimistic, there are few systematic durability studies which have investigated the durability properties of UHPC systems in more details. A substantial portion of the available durability data is derived from studies on high-performance concrete, reactive powder concrete, or mortar systems [18,90,117]. Although similarities in underlying mechanisms allow for cautious transferability, full durability validation at the UHPC scale has not yet been achieved.
In particular, there is a lack of systematic research addressing long-term durability aspects such as chloride diffusion, sulfate resistance, carbonation behavior, freeze–thaw performance, and coupled mechanical–environmental degradation under realistic service conditions. Consequently, future work should prioritize standardized durability testing protocols tailored specifically to SCBA-based UHPC, including long-term exposure studies, transport behavior, and multi-physics degradation mechanisms. Addressing these gaps is essential for enabling the reliable application of SCBA-modified UHPC in demanding structural and infrastructure environments.
Laboratory-scale evidence indicates that SCBA can enhance several durability-related properties of UHPC. For example, Wu et al. (2022) [9] reported maintained compressive strength, improved workability, reduced autogenous shrinkage, and modifications in hydration products and pore structure, while Huang et al. (2023) [91] demonstrated that SCBA used as a quartz powder replacement promoted hydration and pore refinement through micro-pozzolanic and internal-curing effects. Additional studies on ultra-high-strength concrete systems suggest that processed SCBA can improve chloride penetration resistance and sorptivity [101]. However, such findings should be interpreted cautiously, as they are primarily derived from controlled laboratory conditions rather than long-term field exposure.
Long-term field performance data for SCBA-based UHPC remain scarce. Most existing studies have been conducted under controlled curing and exposure conditions, whereas real UHPC structures are subjected to complex environments involving wetting–drying cycles, chloride ingress, carbonation, sulfate attack, freeze–thaw action, thermal gradients, sustained loading, and cyclic mechanical stresses. According to the FHWA UHPC durability report, durability assessment typically includes permeability, chloride penetration, freeze–thaw resistance, scaling, carbonation, sulfate resistance, marine exposure, and fire resistance, with field exposure cases involving repeated salt exposure, tidal actions, freeze–thaw cycles, and mechanical loading [173]. Therefore, the durability benefits reported for SCBA-based UHPC should be regarded as promising laboratory-scale indicators rather than fully validated field-performance outcomes.
At present, there is insufficient field-scale evidence to confirm the long-term durability of SCBA-modified UHPC in structural applications such as bridge overlays, marine infrastructure, precast elements, or repair systems. Existing studies have primarily focused on laboratory-scale properties, including workability, strength, hydration products, autogenous shrinkage, and pore-structure refinement [9]. This limitation is particularly significant given the increasing use of UHPC in bridge connections, overlays, precast components, and repair applications, where interface performance, durability, and long-term structural behavior are critical design considerations [174]. This research gap is further compounded by the variability of SCBA properties, which depend on source material, combustion conditions, grinding intensity, loss on ignition, chemical composition, and particle-size distribution. Variations in processing can lead to differences in fineness, unburnt carbon content, and crystalline phases, all of which influence pozzolanic reactivity and mechanical contribution [63]. These factors may affect not only early-age properties but also long-term transport behavior, cracking resistance, and chemical stability under real exposure conditions.
Accordingly, future research should emphasise pilot-scale and field-exposure studies of SCBA-based UHPC over extended periods. These investigations should involve monitoring: the long-term effect on Chloride diffusion, electrical resistivity, carbonation depth, resistance to sulfate attack, freeze thaw, cracking and shrinkage, retention of mechanical properties for realistic curing and exposure conditions. These indicators are consistent with broader UHPC durability research, which identifies chloride ingress, sulfate attack, freeze–thaw cycling, carbonation, elevated temperature, interface degradation, and multi-factor coupling as critical durability concerns [175]. Field validation is particularly important because UHPC performance under marine exposure, repeated salt exposure, tidal action, freeze–thaw cycles, and combined mechanical–environmental loading cannot be fully captured by single-factor laboratory tests [176].
In addition, practical implementation studies should evaluate batching consistency, curing methods, workability retention, placement procedures, and quality-control requirements. These aspects are essential for field-cast UHPC applications, including bridge connections, overlays, precast elements, and repair systems, where reliable flowability, interface bonding, curing control, and reproducible performance are required [177].
Overall, while current evidence supports the potential of SCBA to enhance UHPC durability through pore refinement, internal curing, and matrix densification, these conclusions remain primarily based on laboratory-scale results. Long-term field validation is still required before SCBA-based UHPC can be confidently recommended for widespread structural and infrastructure applications.
UHPC achieves superior strength and durability but relies on high cement and filler contents, leading to increased embodied energy, carbon emissions, and cost. Sustainability-driven optimization is therefore required to balance performance, durability, resource efficiency, and environmental impact. SCBA offers an effective solution by partially replacing cement or fillers, providing reactive silica that enhances pozzolanic activity and microstructural densification. When properly processed and optimally dosed, SCBA reduces clinker demand and embodied carbon while preserving the defining mechanical and durability performance of UHPC.
Reduction in Cement and Silica Fume DemandCommon UHPC formulations consume around 1100–1300 kg/m3 of cement and 200–350 kg/m3 of silica fume, resulting in extremely high embodied energy and CO₂ emissions compared with standard concretes and formulations [178]. Here, in this binder rich situation, replacing some or all clinker-based materials or silica-based filler can yield many environmental benefits. SCBA is effective as a partial cement replacement and reactive and semi-reactive filler instead of quartz powder to achieve low-maintenance and high-volume reduction in high-impact binder ingredients, not affecting the better mechanical and durability performance [9,29,30,91]. LCA studies demonstrate that UHPC filler of SCBA can have significantly less environmental impact as compared to quartz powder [29], with reported reductions in global warming potential, particulate matter generation, and land acidification of about 64%, 90%, and 85%, respectively. Material efficiency calculations also show that, as alternatives to standard curing for UHPC, mixtures featuring a quartz powder substitute with up to 80% of SCBA are preferable alternatives, indicating that high-performance UHPC can be attained without thermal curing and without reliance on supplementary silica-rich industrial products [30]. This method of substitution is able to decrease the energy consumption of cement clinker and high-purity silica materials, which are one of the most environmentally harmful components of UHPC.
Valorization of Agricultural Residues within UHPC Systems<From a circular economy viewpoint, SCBA is a high-volume agro‐industrial byproduct in sugar production, largely disposed of in landfilling or low-value-added applications [113,179]. Incorporating it in UHPC allows the direct valorisation of agricultural residues and uses waste streams as high-value structural materials. Indeed, several works explicitly classify SCBA-based UHPC as a sustainable building material based on the promotion of a duality of agricultural waste utility and optimisation of performances [9,10,91,113]. In addition, biomass ashes like SCBA are especially the case in regard to UHPC, because of its small particle size and the presence of amorphous silica content, which leads to densification of hard-packing particle density and also to low demand for virgin mineral fillers [113]. This promotes UHPC development according to the sustainability goals of sustainable development by minimising the landfill disposal, extraction of raw materials [11], decrease the environmental impact related to the production and transport of conventional supplementary cementitious material [11,180]. Application of nano-processed SCBA also lends weight to this sustainability rationale, as very low replacement ratios have been reported, normally < 3 wt.%, which has been associated with measurable mechanical and durability benefits, with a decreased need for cement [15,40]. Nevertheless, the significant energy consumption associated with nano-processing emphasises the comprehensive sustainability assessments that consider process intensity as well as material substitution advantages.
Service-Life Extension Enabled by UHPC DurabilitySince the maintenance lifespan of long-term UHPC products is a critical factor in lifecycle environmental performance, the sustainability evaluation of UHPC cannot solely be based on material content parameters. SCBA-modified UHPC exhibits a consistently improved durability indicator, including reduced permeability, enhanced chloride- ingress resistance, and substantial elimination of autogenous shrinkage [9,30,91]. SCBA modifies pore structure and promotes long-term hydration by providing a reduction in transport properties and propagation and initiation of deterioration mechanisms, reducing maintenance cost and long service life [30,117]. With an innovative method, which eliminates power-intensive curing while maintaining the long-term structural performance [30], SCBA’s UHPC can perform well enough to sustainably maintain its same durability performance as steam-based UHPC with normal curing conditions. Cumulative emission and resource depletion are less over the entire life span of infrastructure systems through durability-related advantages such as more repairs, fewer rehabilitation times and less material replacement rates.
Quantitative and Technical Sustainability AssessmentQuantitative sustainability indicators additionally prove the environmental benefits of the SCBA-based UHPC. LCA studies indicate approximately 19.77% reduction in acidification potential, 17.47% in global warming potential, 10.68% in abiotic depletion potential, and 8.78% in fine particulate matter formation after SCBA incorporation into UHPC formulations [91]. However, measured embodied energy and carbon coefficients for SCBA are much less than those of Portland cement and silica-rich industrial SCMs, 3.77 MJ/kg and 0.51 kg CO2-eq/kg, respectively [181,182]. This supports the claim that SCBA is an eco-friendly component in UHPC with low impact [181,182]. Despite these advantages, the sustainability benefits are still mainly attributed to processing paths. The low energy consumption of calcination, grinding, and nano-processing may, if not properly optimized, offset some of the environmental benefit of SCBA to some extent [183]. Low-energy activation strategies such as alkali activation and controlled combustion protocols, which are emerging as potential approaches to increase SCBA reactivity with lower energy input, have not been widely explored in the context of UHPC applications [184].
Critical Perspective and LimitationsWhile there is strong evidence that SCBA has sustainable utility in UHPC systems, UHPC-specific cradle-to-grave sustainability assessments are still scarce. Most available assessments have been derived from material-level or laboratory-based life cycle design and do not entirely include service-life expansion, curing energy trade-offs, transportation procedures, or end-of-life scenarios. Therefore, the whole sustainability potential of SCBA modified UHPC may not be accounted in the current tests. Future studies, therefore, need to conduct holistic lifecycle assessments of SCBA-based UHPC, including material production, curing regime, durability-oriented service-life extension, and achievable end-of-life strategies. These integrated assessments are critical for fully quantifying the environmental and resource-efficiency benefits of SCBA, as well as driving uptake of SCBA in future UHPC infrastructure systems.
The sustainability and resource-efficiency implications of incorporating SCBA into UHPC are summarized in Table 18, demonstrating reductions in clinker and silica demand, improved circular-economy performance through agricultural waste valorization, durability-driven service-life extension, and measurable decreases in key life-cycle environmental indicators, while also highlighting the influence of SCBA processing routes on net sustainability benefits.
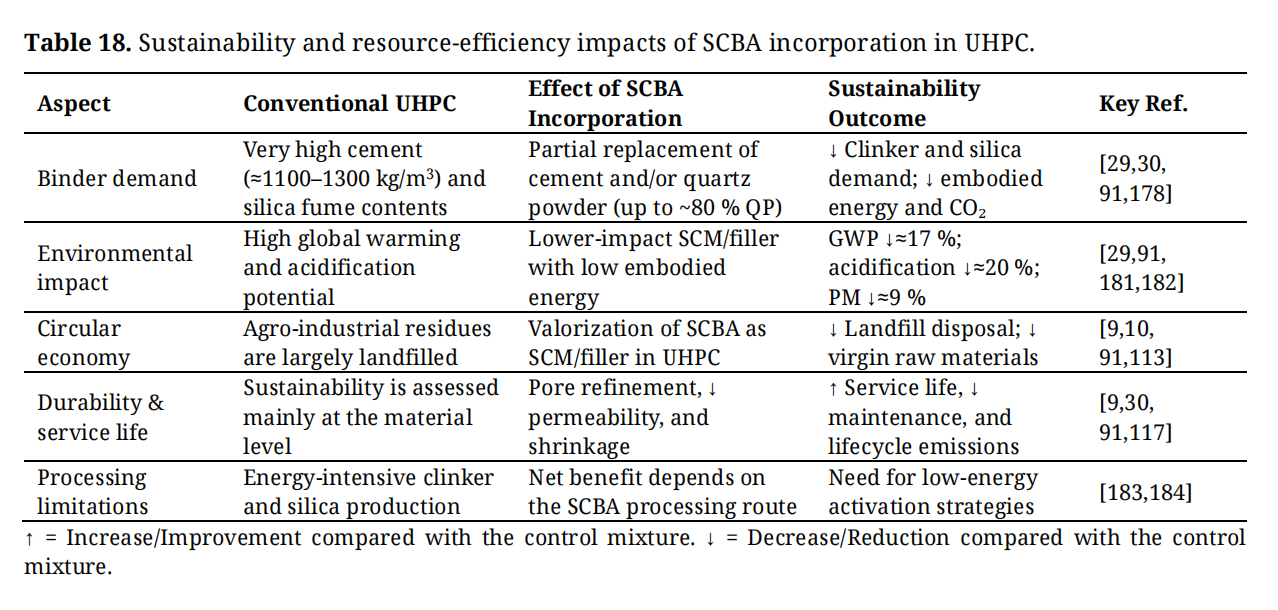 Table 18. Sustainability and resource-efficiency impacts of SCBA incorporation in UHPC.
Table 18. Sustainability and resource-efficiency impacts of SCBA incorporation in UHPC.
The choice of SCMs in UHPC is a highly delicate decision between their chemical reactivity, particle size distribution, packing efficiency, processing requirements, availability, and sustainability significance. In this multi-criteria ecosystem, SCBA occupies a distinct position compared with traditional UHPC SCMs, such as silica fume, rice husk ash, fly ash, and limestone powder, neither as a direct substitute for the most reactive materials nor as a pure inert filler.
Comparison with Silica FumeSilica fume remains the benchmark SCM for UHPC due to the very high amorphous silica content, ultrafine particle size, and outstanding pozzolanic reactivity. Its effectiveness in promoting hydration, improving pore structure, and early-age performance and durability is generally superior to the potential for biomass-based ashes, SCBA included [185]. Consequently, UHPC mixes with silica fume generally have lower total porosity and better mechanical performance at an early age than those optimized based on agricultural residues. Although the intrinsic reactivity is different in SCBA materials, thermal and autoclave curing conditions of SCBA composites have enabled the comparative microstructural studies where SCBA, between silica fume and inert quartz powder, was shown to be intermediate in behavior [93]. The presence of 11 Å tobermorite in silica fume– and SCBA-modified UHPC and not quartz–filled systems indicates that SCBA chemically contributes to hydration and not exclusively acts physically as a filler [93]. Therefore, SCBA may serve as a partial replacement of micron-volume fillers but continue to deliver reactive amorphous silica, which can form C–S–H rich pore-refined microstructure-rich UHPC matrixes [29]. From a tangible and sustainable issue, silica fume is expensive, is limited to silicon and ferrosilicon production areas, and is prone to supply volatility. SCBA, being less reactive while being spread more broadly throughout a region and with a drastically reduced impact on soil and water, becomes an active supplementary or an active partial replacement in UHPC formulations, which have some issues regarding silica fume availability or sustainability [91,113].
Comparison with Rice Husk AshRice husk ash is considered the most researched biomass ash for UHPC, and is an abundant source used in the evaluation of other agricultural residues. Properly calcined and finely ground rice husk ash (RHA), by contrast, usually possesses a stronger pozzolanic effect than SCBA by promoting accelerated hydration and refinement of pores, especially in early ages [185]. Hence, rice husk ash is often considered closer in nature to silica fume than other biomass ashes. However, comparative pore-structure analysis shows that SCBA can outperform rice husk ash in some manner to reduce pore size and overall porosity due to its utilisation as filler or adjunct to rice husk ash. Mercury intrusion porosimetry results at the mortar scale indicate that SCBA can achieve porosity decreases of about 28% against rice husk ash (39%), with SCBA pore refinement being very effective for certain pore designs and processing [186]. Additionally, SCBA contains a similar amorphous silica-rich micro-architecture and mesoporous skeleton as rice husk ash, consistent with mechanistic comparability if SCBA is processed as much as possible to improve the fineness and reactivity [9]. The porous structure of both SCBA and rice husk ash has similar internal curing ability, promoting hydration and preventing autogenous shrinkage in UHPC systems [94,170]. However, the controlled calcination and excessive grinding were needed to make rice husk ash highly reactive and this is why the energy consumption and carbon emission of the high burn consumption and carbon emission of rice husk ash were large. With the benefit of controlled processing, the energy consumption of SCBA is lower than that of coal-based ash (with reduced energy consumption and target fineness), and this strengthens its green credentials in the sustainable use case [9,187–189].
Comparison with Fly AshFly ash is the most commonly used clinker replacement between high-performance concrete and conventional concrete, due to its high abundance and pozzolanic characteristics [190–193]. However, in UHPC, it has a relatively coarse particle size and slow reaction kinetics that significantly reduce its effectiveness, particularly when water-to-binder ratios are very low and early hydration is severely constrained. Finely pulverized SCBA has the greatest specific surface area and pozzolanic reactivity of fly ash, and is the most consistent with UHPC in terms of UHPC curing environment. Although fly ash is the main contributor towards long-term strength improvement behavior, SCBA can act simultaneously as a reactive filler at the nanoscale, a source of amorphous silica, and an internal curing agent [25], which possesses multifunctional properties that are not achievable in typical fly ash for UHPC systems [29,91]. This difference demonstrates SCBA’s increased compatibility with UHPC’s microstructural and hydration needs.
Comparison with Limestone PowderLimestone powder represents a widely employed inert filler in UHPC to improve particle packing density and decrease binder cost. Its contribution is mostly an effect of the void filling and nucleation mechanisms, rather than chemical reactivity. Although effective at increasing workability and packing, limestone powder does not contribute directly to long-term hydration or to secondary C–S–H production. Concomitantly, SCBA serves a hybrid role, increasing packing density by a property of limestone powder and providing amorphous silica for pozzolanic reaction. This dual role has allowed SCBA to surpass limestone powder for microstructural and long-term strength and durability improvement, especially when utilized as a substitute for quartz powder or limestone filler in UHPC systems [29,93]. As such, SCBA provides a superior technical option if filler replacement is needed without loss of hydration capacity.
Comparative Performance, Processing Demand, and Practical Trade-OffsSCBA occupies an intermediate position among UHPC SCMs for comparison purposes. With regards to reactivity, its intrinsic reactivity is generally below silica fume but above inert fillers and conventional fly ash in many UHPC applications. Properly processed SCBA provides the necessary compressive strength for UHPC and also improves the tensile stress-sensing properties normally unknown for conventional SCMs [25,93,194]. In availability, SCBA has an important advantage, not only in availability but also in scale; it has high production rates in sugar-producing regions worldwide, whereas silica fume is limited to some industrial supply chains [113,179]. Nevertheless, the processing conditions greatly affect the performance of SCBA. The pozzolanic activity of SCBA is highly dependent on its calcination temperature, mechanical fineness, and carbon removal, and poorly processed SCBA can also be nonreactive and even degrade the mechanical performance of UHPC at low treatment doses [169]. In contrast, high processing increases energy consumption and greenhouse gas emissions, thus reducing the environmental benefits of agricultural waste valorisation [9,187–189].
SynthesisIn summary, the SCBA should not be treated as a direct substitute for silica fume in UHPC but as a complementary or alternative SCM that can replace quartz powder, partially substitute for cement, and also increase the sustainability levels, yet sustain UHPC-level performance. Its relative benefits consist of efficient resource utilization, valorization of wastes, dual-functional performance, and regional availability, while its disadvantages mainly relate to processing variability and decreased intrinsic reactivity in relation to silica fume. As compared with silica fume, rice husk ash, fly ash, and limestone powder, SCBA becomes a technically practicable and strategically feasible SCM in the design of next-generation UHPC, as long as the mix design options and processing routes are optimized. The relative performance and sustainability characteristics of SCBA compared with conventional UHPC supplementary materials are summarized in Table 19.
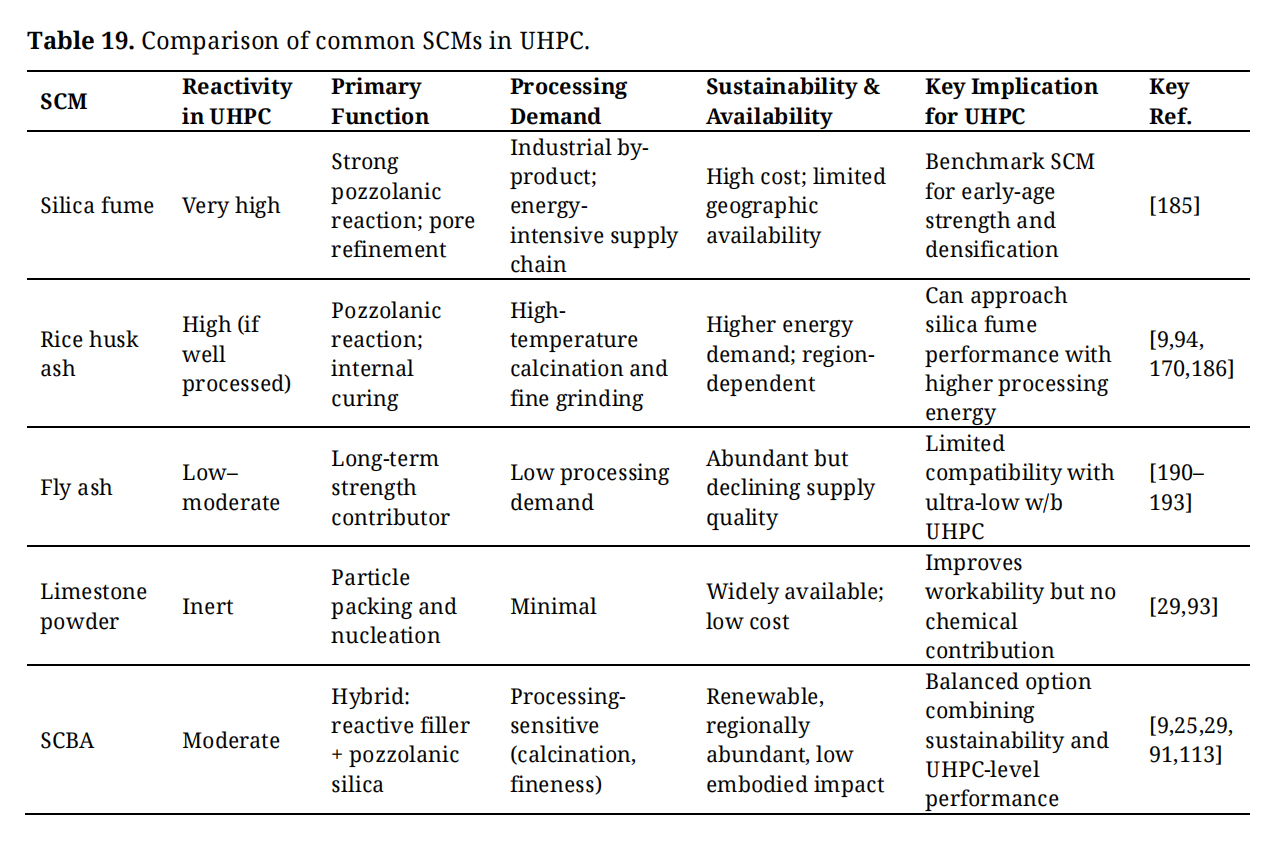 Table 19. Comparison of common SCMs in UHPC.
Table 19. Comparison of common SCMs in UHPC.
Despite the demonstrated technical potential of SCBA in UHPC, a number of material, processing, and application-related challenges limit its widespread and more reliable acceptance as applied to any kind of process. This is of special importance in UHPC systems where ultra-low water-to-binder ratios, narrow compositional tolerances, and extremely optimized particle packing regimes mean that the UHPC is highly sensitive to variations in supplementary cementitious material properties.
Variability in SCBA Quality and CompositionThe intrinsic variability of SCBA represents a major challenge, arising from differences in biomass sources, cultivation practices, combustion conditions, and post-processing methods. Even within a single sugarcane source, variations in soil composition, crop maturity, harvest timing, fertilizer and pesticide use, and environmental conditions can significantly influence ash chemistry and mineralogical composition, thereby affecting pozzolanic reactivity and the proportion of amorphous SiO₂ [73,75,195–214].
The high degree of variability is of great importance in UHPC system where a small variation of SCM chemistry, particle-size distribution, and fineness causes substantial fluctuation on rheology, strength development and durability. UHPC rheology is especially sensitive to water-to-binder ratio, particle-size distribution, and superplasticiser selection, with previous studies reporting that rheological parameters increase sharply as the water-to-binder ratio decreases [68].
This sensitivity is further amplified by SCBA combustion temperature and residence time, as these parameters govern loss on ignition, amorphous silica content, crystallinity, and pozzolanic reactivity. Studies indicate that controlled combustion or calcination in the range of 600–700 °C preserves amorphous silica while reducing carbon content, whereas higher temperatures promote crystallization and reduce reactivity [215]. For example, Xu et al. reported that SCBA calcined at 700 °C exhibited the highest pozzolanic activity, while transformation to cristobalite occurred at higher temperatures [64]. Similarly, crystallization of amorphous silica at approximately 800 °C has been shown to reduce reactivity in Portland cement systems [66].
In UHPC systems, where hydration is already constrained by ultra-low water-to-binder ratios and dense particle packing, reduced SCBA reactivity can significantly limit its intended benefits, including secondary hydration, pore refinement, and strength development. UHPC mixtures typically operate at very low water-to-binder ratios, generally around 0.18–0.22 [135], further emphasizing the importance of SCM reactivity under such conditions.
Because SCBA performance is highly dependent on source and processing conditions, the trends identified in this review should be interpreted as conditional rather than universally applicable [63,64]. The most consistent benefits are reported in studies employing controlled combustion or calcination, adequate grinding, low unburnt carbon content, and well-characterized oxide composition and particle-size distribution [63,65]. In contrast, studies using poorly processed or insufficiently characterized SCBA show greater variability in workability, hydration response, and mechanical performance [41]. Accordingly, this review emphasizes role-dependent and processing-dependent conclusions, such as optimized cement replacement levels, filler replacement ranges, and durability improvements, rather than proposing a single universal SCBA dosage for UHPC [9,91].
To reduce the impact of SCBA variability, future UHPC applications should adopt a comprehensive quality-control framework that evaluates both chemical and physical properties before mix design [61,63]. Minimum characterization requirements should include source identification, combustion or calcination temperature and duration, loss on ignition (LOI), oxide composition, amorphous silica content, alkali content, particle-size distribution, specific surface area, moisture content, water absorption capacity, and compatibility with high-range water-reducing admixtures [64]. These parameters are essential because UHPC performance is highly sensitive to powder fineness, packing density, water demand, and rheological stability [68].
A practical standardization strategy should include controlled calcination within a temperature range that minimizes unburnt carbon while preserving amorphous silica, followed by grinding and sieving or classification to achieve a reproducible particle-size distribution suitable for UHPC. For example, Cordeiro et al. demonstrated that high-carbon as-received SCBA can be upgraded through controlled reburning at 600 °C for 1 h, followed by closed-circuit grinding and air classification to produce ultrafine SCBA with improved pozzolanic properties [63]. Similarly, Xu et al. (2018) [64] emphasized that SCBA performance depends strongly on particle size, amorphous silica content, chemical composition, and processing conditions.
SCBA batches with excessive LOI, high unburnt carbon content, excessive crystallinity, elevated alkali content, or unstable water absorption behavior should be rejected or subjected to pre-treatment before use. This recommendation aligns with ASTM C618 requirements for pozzolanic materials, which specify limits for LOI, moisture content, oxide composition, and fineness. For example, ASTM C618 limits LOI to 10% for Class N and 6% for Class F/C, with conditional acceptance up to 12% for Class F materials based on performance validation [54]. In addition, XRD-based analysis is essential to distinguish amorphous and crystalline phases, as excessive crystalline silica reduces pozzolanic reactivity [67].
Furthermore, preliminary paste or mortar testing should be conducted before UHPC production to verify flowability, superplasticizer compatibility, setting behavior, and early-age strength. This step is critical because processed SCBA (e.g., ground and sieved ash) can significantly alter rheological behavior, and optimal superplasticizer dosage may vary depending on SCBA characteristics [216]. Given the sensitivity of UHPC to powder packing, water demand, and admixture response at very low water-to-binder ratios, such screening is essential for ensuring consistent performance.
Based on these considerations, Table 20 proposes a minimum quality-control and standardization framework for UHPC-grade SCBA, covering source reporting, thermal processing, chemical and mineralogical characterization, physical properties, water interaction, admixture compatibility, and preliminary performance verification.
The proposed framework is justified by the strong dependence of SCBA performance on source characteristics, combustion history, carbon content, silica phase, oxide composition, particle morphology, and fineness. Controlled combustion, grinding, and classification have been shown to enhance the pozzolanic performance of SCBA, while characterization of oxide composition, loss on ignition (LOI), density, specific surface area, and pozzolanic activity is widely used to evaluate its suitability as a supplementary cementitious material [63]. In addition, SCBA characterization studies demonstrate that variations in source and microstructure can lead to significant differences in pozzolanic behavior, reinforcing the need for standardized reporting and pre-use testing [65].
The inclusion of parameters such as LOI, moisture content, oxide composition, alkali content, fineness, and strength-activity-related indices is consistent with established pozzolan testing practices, including ASTM C311/C311M and ASTM C618 frameworks, although SCBA-specific thresholds for UHPC applications still require further validation. In UHPC systems, such controls are particularly critical because both fresh and hardened properties are highly sensitive to powder packing, water demand, particle-size distribution, and superplasticizer response. Recent UHPC studies highlight that rheological behavior is governed by physical, physicochemical, and chemical interactions, while mixture design relies on optimized particle packing and precise control of superplasticizer dosage [68].
Overall, these quality-control and standardization measures are crucial for reducing batch-to-batch variability and improving the reliability and reproducibility of SCBA-modified UHPC in practical applications.
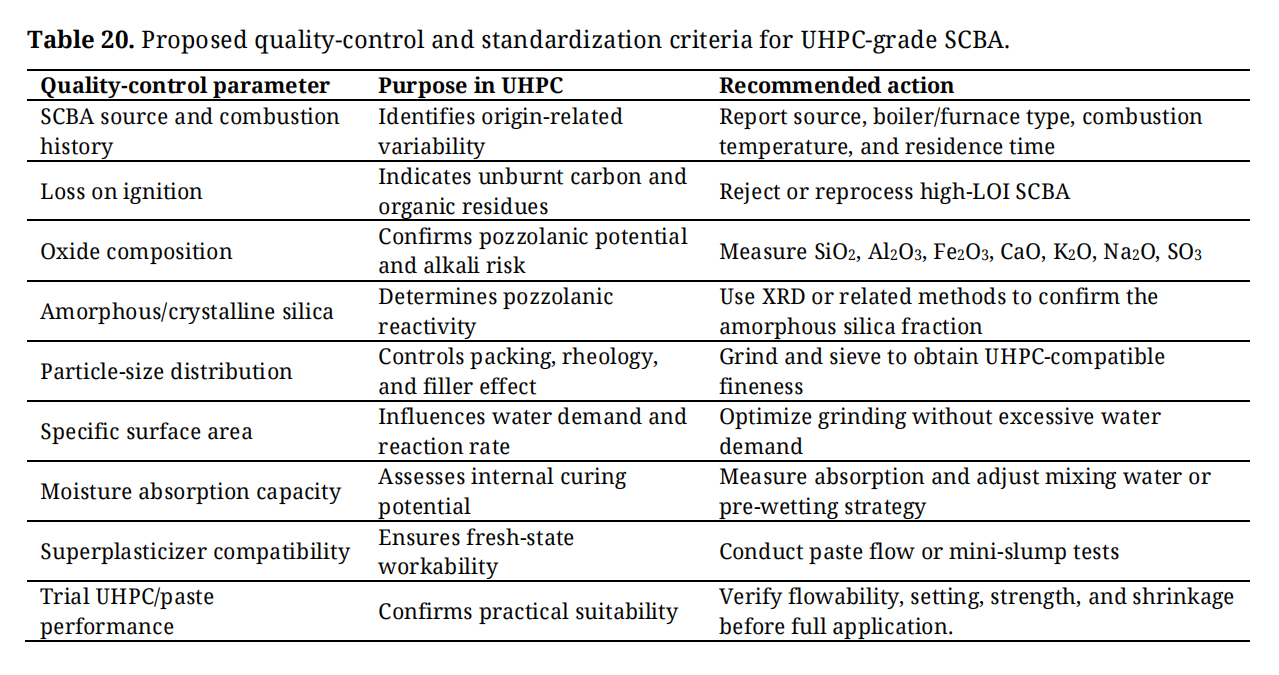 Table 20. Proposed quality-control and standardization criteria for UHPC-grade SCBA.
Table 20. Proposed quality-control and standardization criteria for UHPC-grade SCBA.
The fresh behavior of UHPC mixtures is strongly governed by the limited free water available within the dense powder system. The behavior of fresh-state is modulated by SCBA, which is strongly dose/fineness-dependent, and an increase in fineness or replacement levels would result in increased water adsorption, higher superplasticizer demand, and less workability [79,113,217].
These effects are especially important in UHPC, in which any slight variation in internal friction and water demand affects flowability and casting rate. At higher doses, SCBA increases internal friction and creates trapped voids, lowering hydration efficiency. This has led to mechanical performance degradation [34]. A number of studies have demonstrated that high SCBA contents may impair UHPC performance by diluting it, causing porosity to increase, and causing poor particle packing, even when pozzolanic and internal curing mechanisms are present [17,90,218]. The findings of the present study underscore the very narrow processing-dose window that SCBA can serve as an aid in creating UHPC for future formulations.
Absence of Standardized Processing RoutesSCBA does not contain well-defined industrial procedures of industrial processing that were available for UHPC uses, unlike typical industrial processes for the UHPC elements, such as silica fume and limestone powder. It is based largely on combustion, grinding fineness, and carbon removal, but there are no international protocol methods as to the optimal calcination temperature, period of grinding, or target surface area of the UHPC-grade SCBA [75,79,218]. Accordingly, the quality of SCBA can vary immensely between studies and batches produced, and the reproducibility and comparability are often compromised.
In some cases, grinding has not considerably increased with respect to the specific SCBA surface area, and also in some instances has not obtained much more specific area of the SCBA compared to Portland cement, which would have brought down the expected reactivity and packing efficiency improvements [79]. On the other hand, excessive thermal or mechanical processing imposes sustainability penalties and may partially outweigh the environmental benefits of agricultural waste valorisation [9,187–189]. This lack of standardised processing protocols is such that it is a significant impediment to the quality assessment, acceptance by regulatory entities, and production on a large scale for SCBA in UHPC.
Dosage Thresholds, Dilution Effects, and Performance SaturationUpper bound replacement thresholds for SCBA are frequent in the literature. Although low to moderate levels of incorporation can improve or maintain UHPC performance, high ratios of replacement often give rise to saturation or degradation results. In cementitious systems, replacement over 20–30% has been found not to improve the performance, which can be described as a point at which it is no longer effective for increased strength to add more SCBA [219].
In UHPC-specific applications, excessive SCBA incorporation has been found to increase porosity, reduce bulk density, and compromise mechanical performance by dilution of the cement and reducing packing density [9,90,113,220,221]. In cases where pozzolanic activity is insufficient to compensate for clinker dilution, which has hampered UHPC performance, even minor additions of low-reactivity SCBA have, in certain instances, degraded performance [169]. From all these observations, it is clear that SCBA should not be taken just as a volume replacement in UHPC, but only at a situation where there is a possibility of having a well-controlled and very well-designed mix design.
Scale-Up and Field Implementation ConstraintsPractically speaking, the translation of SCBA-based UHPC from laboratory-scale research to field implementation is limited. Producing UHPC requires stringent control over material consistency, rheology, and curing conditions, which are difficult to maintain when using biomass-derived ashes characteristic of inherent variability. Furthermore, to produce SCBA with the fineness, purity, and consistency required for UHPC, high energy demands are often required, plus controlled calcination, making it logistically, financially, and structurally difficult to set up and implement on a large scale [9,187–189].
Field-based long-term performance data remain insufficient, and no single point-of-acceptance criterion (SCBA standard) for SCBA-modified UHPC has been established and standardized, which again does not increase designer, builder, and specification confidence. Although pozzolanic reactions and internal curing are the main drivers of SCBA performance in UHPC by synergy mechanisms [222–224], its performance under actual construction conditions, different curing regimes, and long-lasting exposure to different environmental conditions is not yet satisfactorily substantiated.
SynthesisOverall, the main hurdles of SCBA in UHPC have been material variations, rheological sensitivity, lack of standardized manufacturing channels, dose-dependent dilution effects, and scale-up issues. While SCBA makes UHPC with superior performance, due to the synergy of pozzolanic and internal curing effects, it is very important to control the processing parameters and mix design carefully [222–224]. By improving the procedure standardization with strict quality control and field validation, these barriers must be overcome before SCBA can be considered a reliable supplementary cementitious material for UHPC applications.
The principal challenges and limitations associated with SCBA incorporation in UHPC are summarized in Table 21, highlighting material variability, rheological sensitivity, processing constraints, dosage-dependent effects, and scale-up challenges.
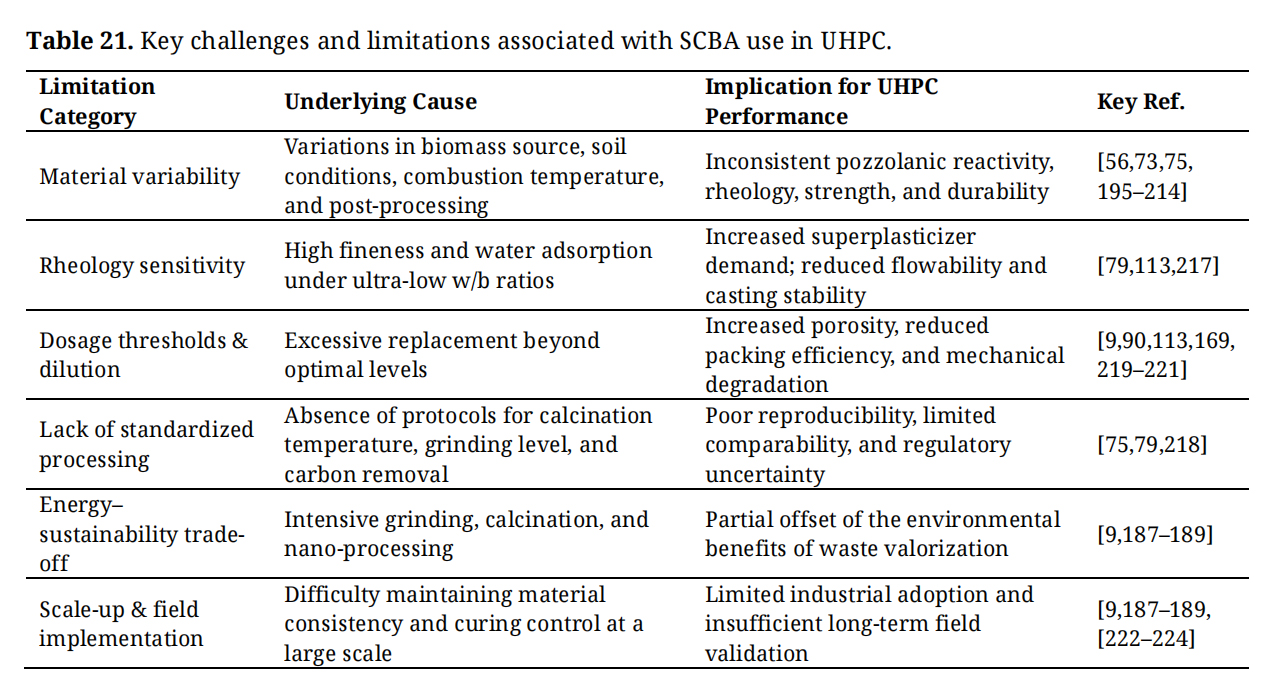 Table 21. Key challenges and limitations associated with SCBA use in UHPC.
Table 21. Key challenges and limitations associated with SCBA use in UHPC.
SCBA has shown promising pozzolanic and multifunctional performance in cementitious materials; however, the use of SCBA for UHPC is still at an early and fragmented stage. Other studies show that SCBA has significant similarity in microstructural and mineralogical aspects with rice husk ash regarding amorphous silica content and porous morphology. But, despite the rich research on rice husk ash in UHPC, SCBA has drawn less attention in specific UHPC applications [9]. The majority of prior work has focused on conventional/high-performance concrete systems, which reveals a strong requirement for investigation under UHPC conditions with ultra-low water-to-binder ratios, dense particle packing, and highly constrained hydration kinetics [23–25].
Most notably, the most fundamental weakness in current literature is the absence of long-term durability data and field-scale validation of SCBA-based UHPC. While short-term laboratory studies have demonstrated enhanced hydration efficiency due to synergistic pozzolanic reactions and internal curing mechanisms [222–224], the knowledge of long-range performance has been limited under realistic service conditions, including environmental exposure, cyclic mechanical loading, aggressive chemical environments, and non-ideal curing conditions in which the UHPC is processed at an industrial scale. The ability to transfer laboratory results to practical UHPC applications is also hindered by the extremely sensitive nature of UHPC, given the strong influence of changes in the biomass-derived material properties, and SCBA properties can vary based on the biomass source, the combustion mode, and the post-treatment techniques [218]. As a result, long-term monitoring programs and pilot-scale field experiments are required to validate whether the durability-based extension of service-life expected for SCBA modified UHPC can be realistically realized under realistic structural conditions.
There are no established pathways for processing and qualification of UHPC-grade SCBA, another significant research gap in the literature. The current research has widely used various combustion temperatures, grinding intensities, and pre-treatment methods, resulting in large differences in pozzolanic activity, fineness, and internal curing capability. Thus, further studies should aim at characterizing UHPC-specific, performance-based processing windows with high amorphous silica dosage concentration and porosity and size distribution adjusted for hydration and pore refinement optimization [81]. Standardizing preparation pathways and acceptance criteria would improve reproducibility of the study, useful comparison between studies, along with supporting the adoption of the technology in the industry.
While fiber reinforcement is a key component of UHPC, the interaction of fibers with SCBA-modified matrices is poorly understood. While it is expected that the SCBA microstructural densification and interfacial transition zone modification will influence fiber distribution, fiber matrix bonding, and crack bridging, most UHPC-SCBA studies are not explicitly accounting for those mechanisms nor the multiscale stress transfer. This knowledge gap is particularly pronounced in recent UHPC applications, such as tensile self-sensing systems, where SCBA has shown great potential, but not yet thoroughly validated in fiber–strengthened configurations [23–25]. Systematic investigations are then necessary to clarify the fiber–SCBA effects in mechanical, electrical, and durability-related performance fields for multi-functional UHPC design.
By focusing on the green goals of SCBA, such as cement reduction and waste valorization, the life-cycle improvement of SCBA-based UHPC is limited from a sustainable perspective. However, most of these sustainability assessments focus on material substitution ratios, neglecting durability-induced service-life extension, energy consumption related to curing, and long-term operational impacts. In this light, new low-energy activation methods, e.g., alkali activation or low-temperature-controlled processing of SCBA, have proven to be effective strategies to improve reactivity with reduced environmental load, but such technologies have seldom been adopted in UHPC systems [184]. As such, full LCA and material efficiency analysis should be incorporated into UHPC mix design models to optimize the mechanical properties, durability, cost-effectiveness, and environmental performance of UHPC materials throughout their lifecycle.
On these grounds, research utilizing agricultural ashes has substantiated the opportunity of SCBA for its applications beyond material to high-performance cementitious systems such as self-compacting concrete, two-stage concrete, and ductile cementitious composites [225]. The parallel research voids found for rice husk ash in high-ductility and high-strength composites highlight the necessity of structured, performance-based research methodologies relevant for SCBA-based UHPC [226–230]. Thus, beyond the paste and mortar-level, future studies should also consider optimal replacement volumes, structural-scale behavior, and multivariate interactions in the ultra-high performance fiber reinforced concrete components to thoroughly evaluate the structural performance capability of SCBA [32,231].
By consolidating science and engineering work toward SCBA-based UHPC and pushing it toward actual engineering applications, long-term durability and field performance validation can be facilitated through unified efforts as well as the development of refined UHPC-specific processing and quality control guidelines, fiber–SCBA interaction mechanisms, or life-cycle-based performance and environmental sustainability optimisation. Addressing these interrelated research gaps is essential for transforming SCBA from a feasible alternative to waste-produced additives into an effective, scalable, and environmentally-friendly component suitable for subsequent UHPC systems [9,23–25,218,222–224].
This review synthesizes the current state of knowledge on the incorporation of sugarcane bagasse ash (SCBA) in ultra-high-performance concrete (UHPC) from a nanoscale engineering perspective, covering its material characteristics, mix design roles, fresh and hardened performance, microstructural mechanisms, durability behavior, sustainability implications, comparative positioning among SCMs, and key limitations. Overall, the evidence demonstrates that SCBA is a multifunctional, performance-driven constituent whose effectiveness in UHPC depends critically on processing quality, dosage, and assigned functional role rather than simple volumetric substitution.
●
●
●
●
◼
◼
●
●
●
●
●
●
●
●
●
●
◼
◼
◼
◼
●
Therefore, the conclusions of this review should be interpreted as conditional performance trends, applicable primarily to well-characterized and properly processed SCBA rather than to all SCBA sources regardless of quality control.
The main novelty of this review lies in the development of a UHPC-specific framework for SCBA utilization, linking processing quality, role-dependent replacement strategies, nanoscale hydration mechanisms, durability performance, and sustainability benefits, rather than relying on direct extrapolation from conventional concrete systems.
All data generated from the study are available in the manuscript.
Conceptualization, AMM and BAT; methodology, AMM and BAT; formal analysis, AMM and BAT, writing—original draft preparation, AMM and BAT; writing—review and editing AMM and BAT; supervision, AMM; project administration, AMM; funding acquisition, AMM. All authors have read and agreed to the published version of the manuscript.
The authors declare that they have no conflicts of interest.
The authors extend their appreciation to Prince Sattam bin Abdulaziz University for funding this research work through the project number (PSAU/2025/01/36374).
The authors extend their appreciation to Prince Sattam bin Abdulaziz University for funding this research work.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
50.
51.
52.
53.
54.
55.
56.
57.
58.
59.
60.
61.
62.
63.
64.
65.
66.
67.
68.
69.
70.
71.
72.
73.
74.
75.
76.
77.
78.
79.
80.
81.
82.
83.
84.
85.
86.
87.
88.
89.
90.
91.
92.
93.
94.
95.
96.
97.
98.
99.
100.
101.
102.
103.
104.
105.
106.
107.
108.
109.
110.
111.
112.
113.
114.
115.
116.
117.
118.
119.
120.
121.
122.
123.
124.
125.
126.
127.
128.
129.
130.
131.
132.
133.
134.
135.
136.
137.
138.
139.
140.
141.
142.
143.
144.
145.
146.
147.
148.
149.
150.
151.
152.
153.
154.
155.
156.
157.
158.
159.
160.
161.
162.
163.
164.
165.
166.
167.
168.
169.
170.
171.
172.
173.
174.
175.
176.
177.
178.
179.
180.
181.
182.
183.
184.
185.
186.
187.
188.
189.
190.
191.
192.
193.
194.
195.
196.
197.
198.
199.
200.
201.
202.
203.
204.
205.
206.
207.
208.
209.
210.
211.
212.
213.
214.
215.
216.
217.
218.
219.
220.
221.
222.
223.
224.
225.
226.
227.
228.
229.
230.
231.
Mohamed AM, Tayeh BA. Nano-Filler Sugarcane Bagasse Ash in Ultra-High-Performance Concrete: A Comprehensive Review of Performance, Mechanisms, and Sustainability. J Sustain Res. 2026;8(2):e260057. https://doi.org/10.20900/jsr20260057.

Copyright © Hapres Co., Ltd. Privacy Policy | Terms and Conditions




