Location: Home >> Detail
J Sustain Res. 2026;8(2):e260054. https://doi.org/10.20900/jsr20260054
 ,
Xuan Wang ,
Sheldon Q. Shi *
,
Xuan Wang ,
Sheldon Q. Shi *
Mechanical Engineering Department, University of North Texas, Denton, TX 76207-7102, USA
* Correspondence: Sheldon Q. Shi.
Transparent wood is a new product in emerging markets. In the manufacturing of transparent wood, there would be many environmental challenges. The fabrication process of transparent wood can be energy, chemical, and water intensive. Since most transparent wood is infiltrated by polymers that might not be biodegradable, these products can prevail in the environment just like plastic. However, there would be a gap in the field regarding the environmental issues associated with transparent wood. The paper reviewed and summarized the environmental impact of transparent wood manufacturing, ranging from the materials (wood, chemicals, polymers), energy consumption in the manufacturing process, compared to traditional materials considering the carbon sequestration potential, carbon footprint, biodegradability, recycling potential, disposal of wastes. Future improvements on transparent wood to make it more sustainable and eco-friendlier are discussed. Process of delignification of wood and bamboo is a key step for the environmental impact for transparent wood-fabrication.
When finding sustainable, low-cost, and abundant sources of new, green, and energy-efficient materials, most people turn to wood or bamboo [1]. Anisotropic materials possess different properties in different directions, contrary to isotropic materials, which have the same properties in all directions, such as plastic, glass, and metal. Originally, transparent wood was used to study the structure of wood by removing its color, but now researchers have a growing interest in making transparent wood as a building material [2]. Transparent wood can be used in energy-efficient buildings, optoelectronics, solar cells, solar desalination devices, and touch panels [3–5]. Many researchers experimented with various polymers. Others have enhanced transparent wood by adding functional nanoparticles so that the product could present other functionalities, such as luminescent wood that can be used in green light-emitting diode (LED) lighting tools, luminescent magnetic switches, and anti-counterfeiting facilities [6], magnetic and heat shielding performance, strain and gas sensing, conductivity, energy conversion, fire resistant, UV-blocking, shape memory, thermal response and management [4].
The fabrication process of transparent wood follows two steps: delignification and polymer infiltration [2,3]. Delignification is a process of removing lignin, a prominent component in wood cells, and the middle lamella, which is responsible for its characteristic brown color. Cellulose is the main supporting polymer in wood. Delignification, for the most part, is completed through chemical treatment at high temperatures [7]. In cases where delignification is not used, lignin modification is performed, where lignin is not removed, but the structure of the lignin is altered, thus removing the opaque-colored chromophores [4]. The delignified wood substrates are then infiltrated by polymers with refractive indices similar to cellulose through vacuum assistance [3,4,8–10].
Transparent wood is gaining popularity in the materials community, and much research is required to determine the feasibility of replacing glass in many applications. Glass can be used in biomedical applications such as dental crowns and radioactive carriers for cancer treatment [11], photonic applications [12], solid-state batteries, electronic switches and memories, electrophotography, microspheres for optical strengthening, and optoelectronics [13]. When compared to glass, transparent wood is easily manipulated. By incorporating functional nanoparticles, transparent wood has the potential to replace conventional materials. With the addition of magnetic nanoparticles, the transparent wood is magnetic, photochromic materials are added to make transparent wood photochromic and luminesce can make luminescent wood. It’s important to explore the environmental impact of transparent wood because it’s important to know what additional issues should be addressed before upscaling. If transparent wood becomes a material that eventually replaces glass, it’s important to compare the assets, production waste, shelf life, and end-of-life disposal of glass.
This paper examines the environmental pros and cons of transparent wood as emerging building material, considering the materials used in fabrication (wood, chemicals, polymers), energy consumption in the manufacturing process, as compared to traditional materials, carbon sequestration potential, carbon footprint, biodegradability, recycling potential, disposal of wastes and the transparent wood itself, and future improvements on transparent wood.
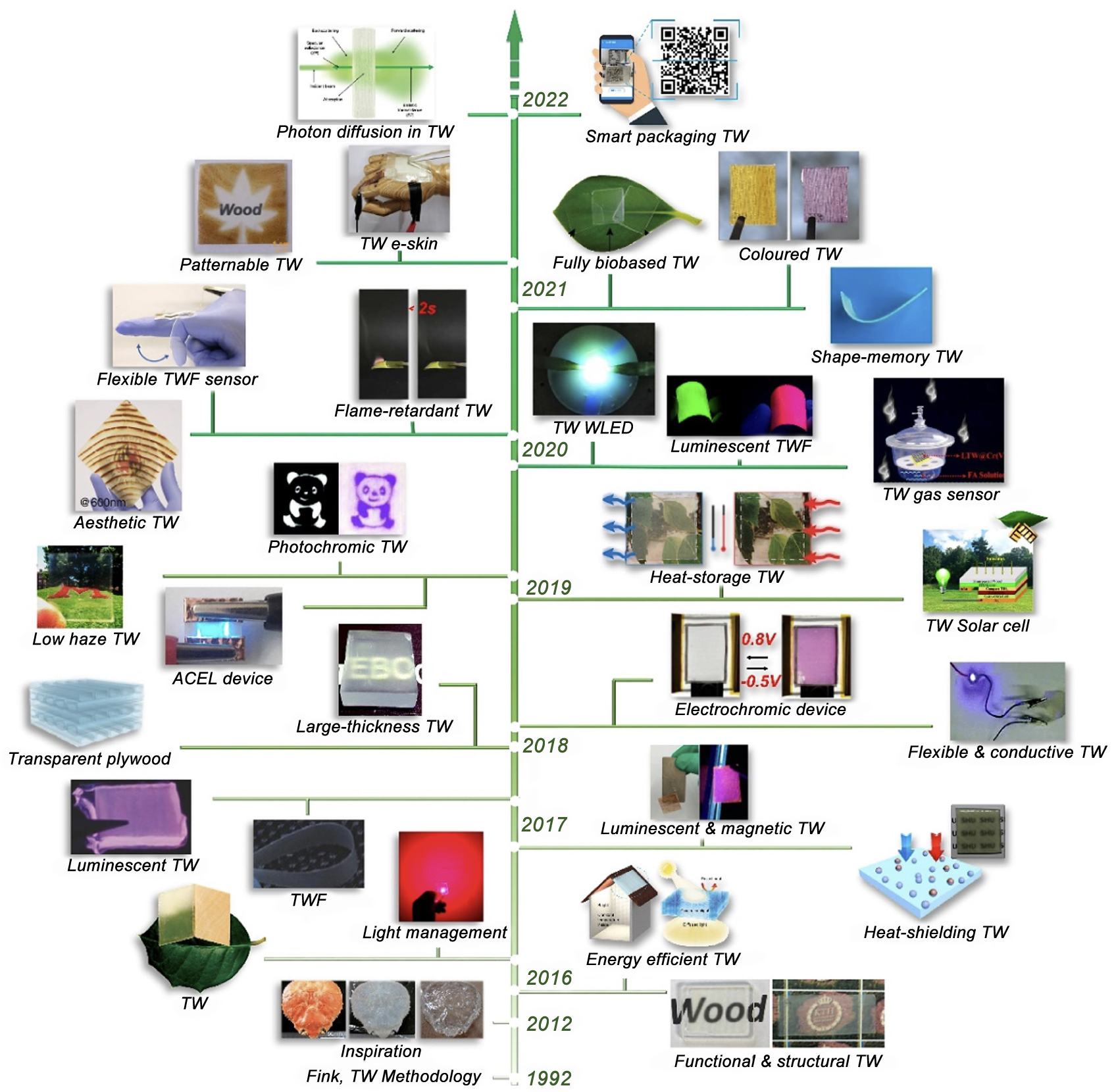
Figure 1 shows the versatility of transparent wood and its progress over time with new technology and experiments. Transparent wood can be used in solar cells, functional and structural transparent wood, luminescent transparent wood, transparent wood films, light managing transparent wood, energy efficient, transparent wood, heat-shielding transparent wood, magnetic transparent wood, transparent plywood, alternating current electroluminescent (ACEL) devices, low haze transparent wood, large-thickness transparent wood, electrochromic device, flexible and conductive transparent wood, aesthetic transparent wood, heat staging transparent wood, transparent wood solar cells, flexible transparent wood film sensor, flame retardant transparent wood, transparent wood white-light emitting diode (WLED) devices, luminescent transparent wood films, transparent wood gas sensors, shape memory transparent wood, fully biobased transparent wood, colored transparent wood, patternable transparent wood, transparent wood e-skin, photon diffusion in transparent wood, and smart packaging transparent wood. Transparent wood can be used to replace traditional transparent materials like glass, plastics, with more properties. Transparent wood has come a long way since its first usage in 1992 for studying the internal structure of wood [3].
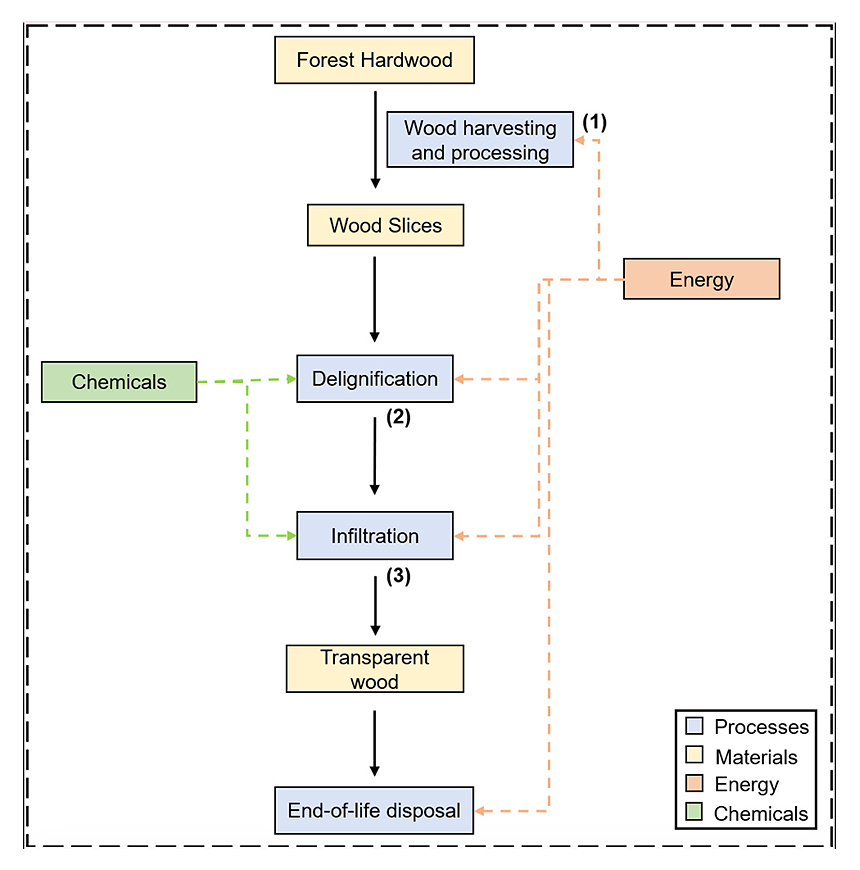
The fabrication process of transparent wood can vary at each step depending on the type of wood, polymer, chemical treatment, drying process, and the scale of production, which can impact the level of environmental impact based on the different combinations. Moreover, transparent wood can be manipulated for desirable traits in specific applications such as the addition of nanoparticles along with polymer.
Transparent wood consists of wood, chemicals for delignification, and polymer. Transparent wood can be processed from both hardwood and softwood. Softwoods are usually more porous, and lack vessel elements, and their density varies with each species. Many hardwoods are denser. However, some hardwood species, such as balsa and basswood, are super light in weight and low in density. Balsa wood is considered as the most suitable species to make transparent wood, needing the shortest fabrication time [10,14]. Examples of softwoods include pine wood [9] and Chinese Fir [12]. Many other hardwood species such as balsa [8], basswood [15], Ailanthus wood, rubberwood [9], and birch wood have been reported to be successful for making transparent wood [10]. Since wood is an anisotropic material, the direction of how the wood is cut directly impacts the overall product: longitudinal, which is the fiber direction of the tree, is much stronger compared to that in the transverse directions, where the sample is perpendicular to the fiber direction of the tree. However, longitudinal wood is harder to make completely transparent as the chemicals are not infiltrated straight through, and light is not passing through the channels of the wood [1].
Figure 2 shows the transparent wood made from Balsa, Pine, Birth, and Ash, from which balsa transparent wood is the clearest. The clearness of the transparent wood depending on the delignification process was the most effective in Balsa wood. Pine wood showed the most color, signifying that the lignin content was not completely removed during delignification.
Chemicals are used throughout the process of creating transparent wood from pretreatment, delignification, and removing excess lignin. Delignification is a process of breaking down lignin, a prominent supportive binder of wood, and forcing it to be soluble in a liquid [13]. Many of the chemicals used include sodium hydroxide (NaOH) [2,8,10], sodium sulfite (Na2SO3) [8], hydrogen peroxide (H2O2) [2,9,14], sodium chlorite (NaClO2) [2,8,16], peracetic acid [14], MgSO4 [9], and ethanol [2,6,8,14].
PolymersAfter the delignification process, the wood scaffolds turn white due to the removal of lignin and its chromophore, and the light scattering within the wood has to be decreased. Light scattering is caused by the difference in the refractive index mismatch between cellulose (1.5) and air (1.0) [17]. Examples of matching polymers include epoxy, polymethyl methacrylate (PMMA), poly (vinyl alcohol) (PVA), polyvinylpyrrolidone (PVP), polyimide (precursor), thiol ene thermosets, trimers, poly (limone acrylate) (PLIMA), melamine formaldehyde (MF) [3], and methyl methacrylate (MMA) [5].
Manufacturing TechniquesThe manufacture of transparent wood consists of wood bleaching and polymer infiltration. Wood bleaching can be done through delignification [4,5,8,9,14,15,16] or lignin modification [2,9]. Typically, wood samples are boiled in chemicals for hours. However, the overall strength of the wood decreases as a certain time period has passed, and the structure is slowly damaged [18].
In Figure 3, Xia et al. (2021)’s study, lignin modification was performed by first coating the balsa wood in sodium hydroxide to improve the efficiency of H2O2 as ink and removing the chromophores within the wood under UV light, either sun or a UV lamp. Lignin modification does not remove the lignin within the wood. Instead, it removes the chaotic brown color that lignin gives off. Since lignin remains in the wood, the structure remains sturdy and improves with the addition of polymer infiltration [2]. Under Wang et al. (2018)’s study, transparent wood was fabricated using a “synthetic” method and obtained more desirable results than the traditional method. Instead of infiltrating MMA into a piece of intact wood, wood fibers such as sawdust and branches from wood processing industries are dignified and allow for more freedom in shaping [5].
Treatment of lignin is a key step in producing transparent wood. To achieve high transparency lignin or the chromophoric groups must be removed as completely as possible. Traditional impregnation methods are not suitable for fabricating large-sized transparent wood samples. As shown in Table 1, immersion, vacuum, and pressure processes are static once the reagent penetrates the wood. In immersion methods, transport is diffusion limited. Surface reagent depletion occurs rapidly. Byproducts accumulate in the core, followed by reprecipitation of residual chromophores. Vacuum and pressure methods cause the solution to enter quickly at first but then stop moving inside the wood. Displacement methods, i.e., sap replacement, Boucherie, etc., exploit a one-time throughout. Rather than continuous exchange for reagents, the process aims to move a volume once to remove sap. They do not maintain steady renewal of reagent and simultaneous removal of solvable lignin fragments and chromophoric intermediates along the entire thickness.
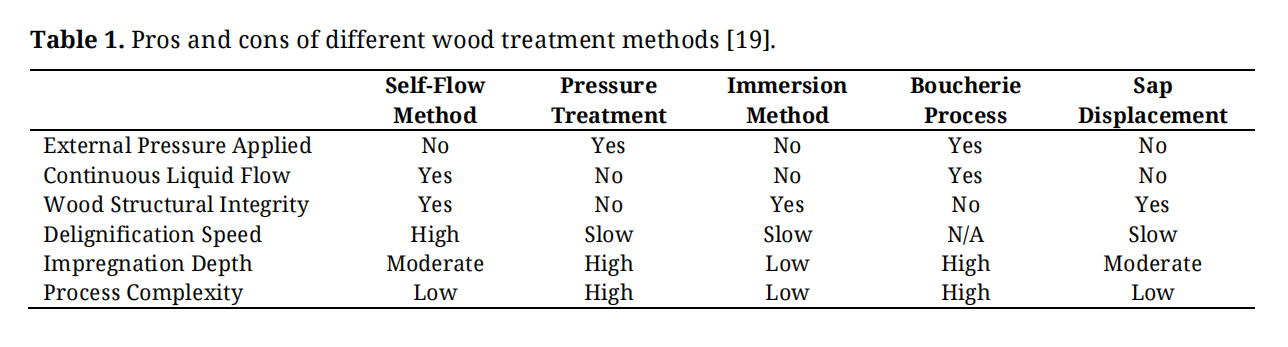 Table 1. Pros and cons of different wood treatment methods [19].
Table 1. Pros and cons of different wood treatment methods [19].
A recent study reported a method tailored for removing or modifying lignin in bulk wood by using a self-flow treatment method [19]. The self-flow process produces a gentle flow driven by capillarity and a controlled hydrostatic head, turning the wood into a microreactor that continuously refills reagents and flushes away products along the conduit. Steady chemical exchange at a local level and effective bleaching of the chromophores without applying pressure avoiding wood damage during the pressure treatment. The process ensures uniform residence time and mass transfer at the core of the wood, where the optical transparency is most critically tested. In short, transparency depends on a process that does not stagnate. Reagents must continuously move in and out. Only the self-flowing process enables the continuous flow and movement of the reagents through the entire thickness that results in uniform reaction and intact microstructures. The adoption of the self-flowing process is crucial for scaling up transparent wood production and fabrication of large-sized samples.
After the wood is bleached, it is typically washed in deionized water and ethanol around three times to completely remove any remaining lignin and chemicals to prepare for the polymer impregnation process [8]. Prior to polymer infiltration, the delignified wood goese theough ethanol rising, air drying, and freeze-drying. Freeze-drying allows the delignified wood to preserve its porosity and size [20]. Freeze drying contains sublimating ice inside a high vacuum condition [21]. In Moso bamboo, delignified samples that undergo air-dry conditions had the highest residual mass, and freeze-dried samples had the lowest. Moreover, samples under air-drying also have lower tensile strength values when compared to samples that are treated with drying. This is because the moisture content is higher in the air-drying conditions and the stiffness between hemicellulose and residual lignin was decreased. Furthermore, the microfibrils and the matrix are not as tightly packed together as before and allow the external forces to cause slippage between the microfibrils, decreasing in tensile strength [22]. This step is crucial as the remaining chemicals and lignin directly impact the overall optical properties and tensile strength of transparent wood.
Polymers are often infiltrated using a vacuum system followed by a curing process. Vacuum time is dependent on the wood species, thickness, and porosity of the wood. Vacuum time can range anywhere from ten minutes to eight hours and up to ten times to ensure full infiltration [8,18]. Sometimes, crosslinking between the polymer and cellulose will take place to force the structure of the wood. Crosslinking is the process of linking functional groups of polymer chains to each other. This can occur through covalent, ionic, or hydrogen bonding [23]. For example, in Zhu et al. (2023)’s study, when 3-dimensional networks were formed when the epoxy crosslinked with the cellulose backbone in the bleached wood scaffold, mechanical strength increased in more of the longitudinal over the radical wood [3].
Curing is the process where polymers harden under the specific conditions of time and temperature, most often at ambient temperature, and is irreversible [24]. If the polymer does not cure completely, some consequences include loss in mechanical strength, flexibility, low transparency, and high haze. Curing can take up to 24 h [10].
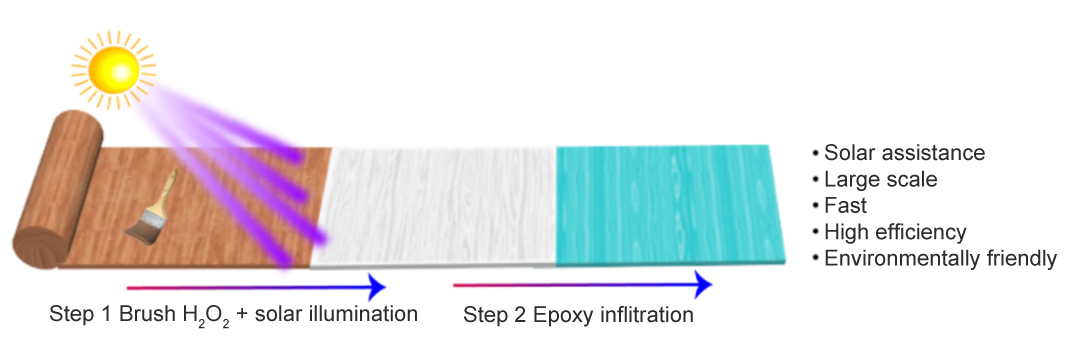
In Figure 4a, wood is delignified with chemical treatment, dried, and infiltrated with polymer. This method is time, materials, and energy consuming. Wood is typically boiled in chemicals, dried, and followed by polymer infiltration, also known as the traditional method of fabricating wood. In Figure 4b, chemicals are used as “ink” to modify the wood under UV light, dried, and infiltrated with polymer. In this method, lignin is not removed, allowing the lignin to continue to support the overall wood structure. Compared to the traditional method, this is less time and energy-consuming and will generate less waste which is more sustainable.
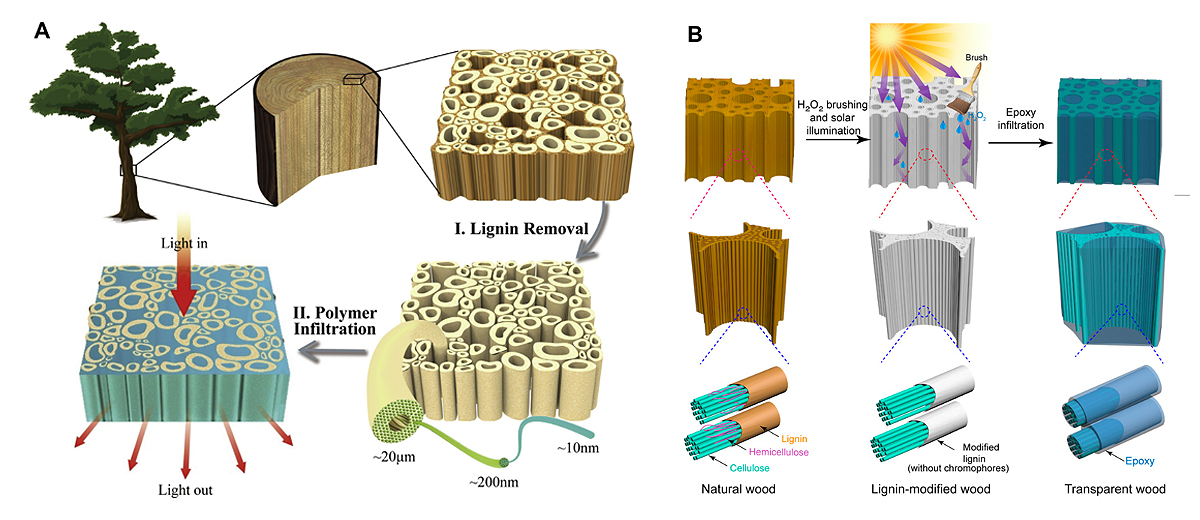 Figure 4. Traditional vs. lignin-modified transparent wood fabrication methods. (a) Traditional method of fabrication of transparent wood [25] (b) Lignin modification method where lignin is not removed [2]. (Reprinted with permission from [25], Copyright Elsevier 2016; Reprinted with permission from [2], Copyright Science Advances 2021).
Figure 4. Traditional vs. lignin-modified transparent wood fabrication methods. (a) Traditional method of fabrication of transparent wood [25] (b) Lignin modification method where lignin is not removed [2]. (Reprinted with permission from [25], Copyright Elsevier 2016; Reprinted with permission from [2], Copyright Science Advances 2021).
Transparent wood and bamboo are great alternatives to traditional building materials such as glass [1–10,14,15,19] and other substitutes to glass such as polycarbonate [26]. When compared to glass, transparent wood and bamboo composites exhibit similar properties with higher tensile strength and are more environmentally friendly as they are made from renewable sources [1,10]. Polycarbonate, on the other hand, is a plastic-based material and has many disadvantages, including the fact that it needs to be dried, has certain resistance to chemicals and UV light, and has notch sensitivity [27].
Energy Efficiency in BuildingsFrom 2012 to 2040, researchers predicted that energy consumption would increase by 48% and CO2 emissions would increase by 34%. In addition, the building sector is responsible for 30% of the overall energy consumption, which increases the demand for energy-efficient buildings [17]. Energy-efficient buildings are buildings that allow comfortable living conditions and generate the least possible amount of energy consumption while using resources to their full potential [28]. Since glass has high thermal conductivity, large amounts of energy are lost at a time. Often, two layers of glass are used to improve thermal conductivity, yet this only adds to the overall weight and cost without much effectiveness. Transparent wood exhibits low thermal conductivity, relatively low haze, high insulation properties, and high light-guiding properties [6] due to its structure; frequently, the porous structure allows heat to be evenly distributed through the wood [29]. Other times, organic phase-change materials (PCMs) can be mixed into polymers to reduce thermal peaks in buildings. During phase changes, PCMs can absorb or lease heat by melting and crystallization [4].
Due to the presence of micro-channels within the wood, transversely cut transparent wood has higher light diffusing abilities than glass as light is passed directly through without compression or changes in shape.
In Figure 5, Mi et al. (2020)’s study, models of houses with transparent aesthetic wood and glass were used as ceilings under solar stimulation. In the glass house, the maximum light intensity was around 17 times more than the minimum light intensity. For the aesthetic wood house, however, the light was propagated through the house equally because there was no decrease in light from the brightest and darkest spots in the house [15]. The haze in the transparent wood reduced the glare from the radiation and improved the efficiency of the overall building. Furthermore, glass can only stop UV light from passing through, not UVA. Transparent wood has high UV-blocking properties, including light in the UVA range [2,15].
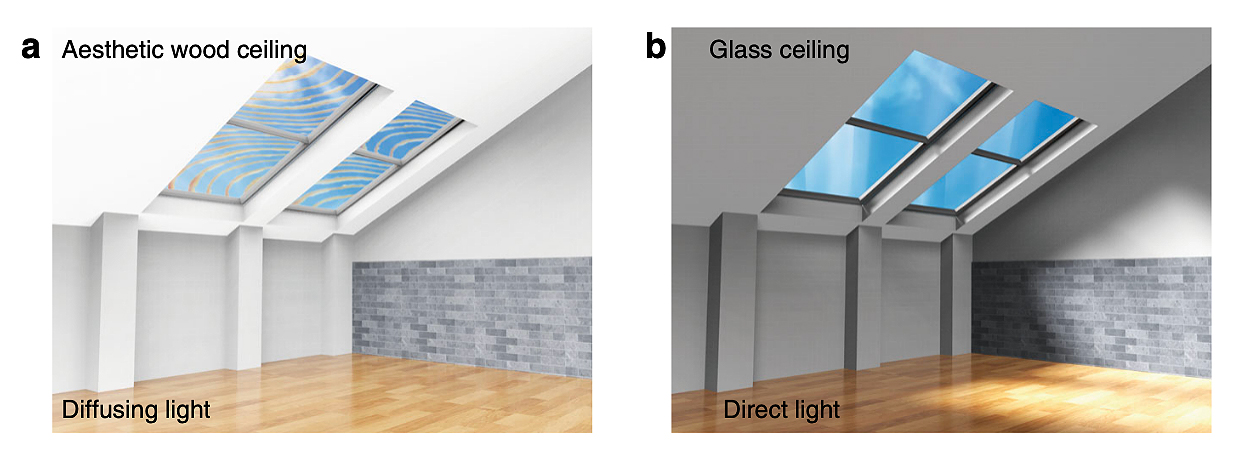 Figure 5. Light diffusion with transparent wood and glass ceiling. (a) building with transparent wood as the ceiling, the light is evenly distributed and effective. (b) building with glass ceiling, where the passing light is restricted only in the presence of the glass and not evenly distributed [15]. (Reprinted with permission from [15], Copyright Nature Communications 2020).
Figure 5. Light diffusion with transparent wood and glass ceiling. (a) building with transparent wood as the ceiling, the light is evenly distributed and effective. (b) building with glass ceiling, where the passing light is restricted only in the presence of the glass and not evenly distributed [15]. (Reprinted with permission from [15], Copyright Nature Communications 2020).
In Table 2, three common building materials (glass, concrete, and ceramic tiles) will be compared with transparent bio-based materials (transparent wood, transparent bamboo, and transparent chitin-based composites) to determine if they can allow buildings to work more energy efficiently.
In Table 2, it can be determined that the transparent wood, transparent bamboo, and transparent chitin-based composites are all lower in thermal conductivity in comparison to traditional building materials. Materials with lower thermal conductivity decrease the rate of heat transfer and are more desirable for insulation purposes. When implementing materials with lower thermal conductivity into buildings, buildings will need less energy to keep the temperature stable, for example, relatively cool in the summer and relatively warm in the winter. This shows the potential of transparent bio-based materials in the future of energy-efficient buildings in replacing the existing materials.
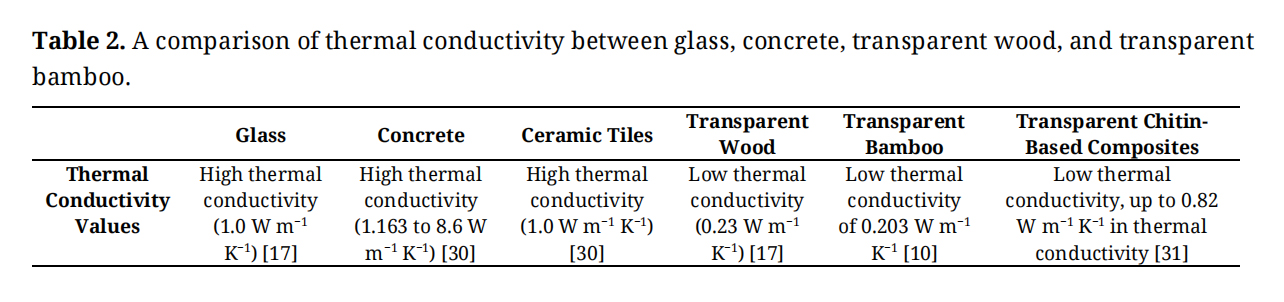 Table 2. A comparison of thermal conductivity between glass, concrete, transparent wood, and transparent bamboo.
Table 2. A comparison of thermal conductivity between glass, concrete, transparent wood, and transparent bamboo.
Carbon sequestration is the removal of carbon dioxide from the atmosphere, either through natural process or human intervention or transferred from emission sources and kept in terrestrial environments, including areas of vegetation, soils, sediments, oceans, and geological formations [32]. With increasing carbon dioxide levels in the atmosphere leading to global warming, it is important to limit the amount of carbon dioxide entering the atmosphere and store it underground for the future if necessary [33]. One way to increase the carbon sequestration level is to plant trees. Different species of wood and bamboo have different levels of carbon sequestration potential based on growth rate, individual characteristics, wood density, and growing conditions [34]. Forests store carbon in varying amounts at different speeds with the number and the ages of the trees present. Young forests can grow fast, but with the presence of other trees, competition for resources can eventually lead to limited space for growth. When the trees decompose, only small amounts of carbon are released. For the trees that survive, more carbon is sequestered throughout the maturing period. Middle-aged trees do not grow as fast. However, they store more carbon as older trees die, making additional resources available. The carbon captured in growing trees is most often greater than the carbon released from decomposing trees. Carbon sequestration in older trees is smaller due to the number and growth rate [35]. In the graph below, the four most popular wood, balsa wood, rubber wood, and pine wood, are evaluated based on their carbon sequestration potential for each hectare per year and their relative lifespan.
It can be seen from Table 3 that when compared with all four species, pine has the highest carbon sequestration level, as demonstrated by the ability to sequester 175,100 kg of carbon per hectare per year. It is also important to note that pine can live up to 250 years and has the potential to sequester the same amount of carbon each year. As a popular source of wood to produce transient wood, pine is a sustainable species for the fabrication of transparent wood and for the future of the Earth.
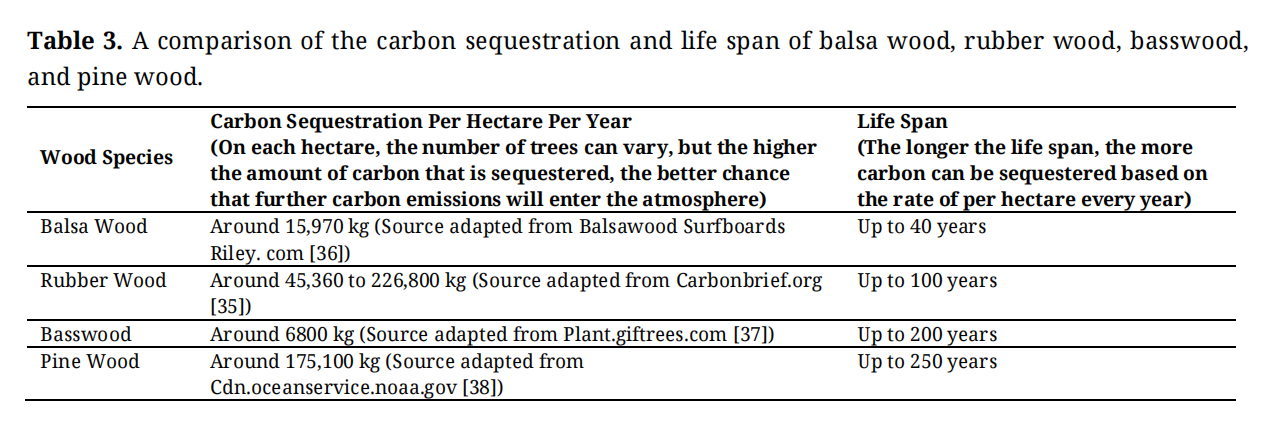 Table 3. A comparison of the carbon sequestration and life span of balsa wood, rubber wood, basswood, and pine wood.
Table 3. A comparison of the carbon sequestration and life span of balsa wood, rubber wood, basswood, and pine wood.
Carbon sequestration is a direct way to reduce carbon footprint on Earth by removing carbon from the atmosphere through capturing and storing carbon dioxide. Carbon footprint is defined as the total greenhouse gas (GHG) emissions from people, organizations, or products [39]. Greenhouse gas is one of the major causes of global warming [40]. Sources of greenhouse gas emissions range from natural causes of forest fires, wetlands, oceans, permafrost, volcanoes, mud volcanoes, and earthquakes [41] to human activities such as the usage of fossil fuels, unsustainable agricultural practices with clearing land, industrialization, and urbanization [42]. However, although human is a large contributor to greenhouse gas emissions, there is also a significant number of ways human can change to reduce their carbon footprint: having fewer kids, living car-free, avoiding round trip flights, using green energy, purchasing energy-efficient cars, having plant-based diets, use cold water for laundry, recycle, and use energy-efficient light bulbs [43]. As transparent wood can be applied to solar cells, it can serve as a carbon footprint reduction agent.
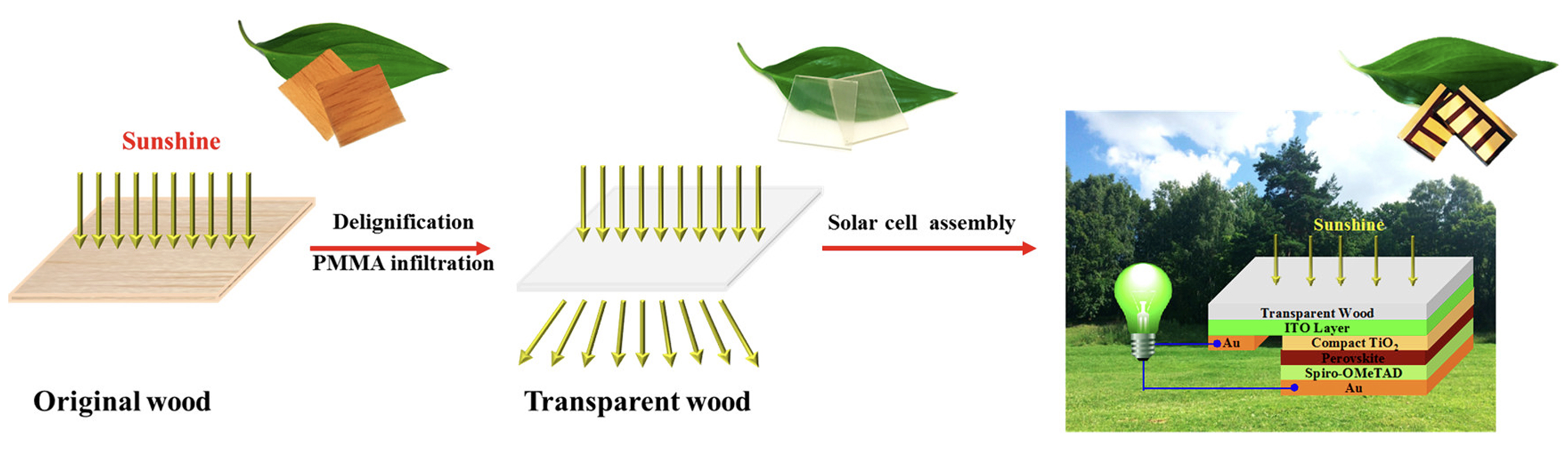
In Figure 6, Li et al. (2019)’s work, transparent wood substrates are implemented onto perovskite solar cells. Since wood is renewable and has a lower carbon footprint than the fabrication of glass along with solar cells, which also reduce greenhouse gas emissions as alternatives to fossil fuels, the combinations can reduce a lot of carbon going into the atmosphere [17]. The resulting solar cells showed that the transparent wood perovskite solar cells had the highest power conversion efficiency of 16.8% when compared to traditional solar cells [17].
Lignification chemicals, infiltration polymers, and disposal and recyclability of issues of transparent wood are summarized as below.
Table 4 is a comparison among five chemicals with their corresponding roles in the production of transparent wood and their impact on human health and the environment. Based on the chart, hydrogen peroxide is the most environmentally friendly delignification chemical, showing the least impact on human health risks and the environment. It is also high in delignification effectiveness and is a bio-friendly alternative to Sodium chlorite, another chemical high in delignification properties but extremely toxic and harmful to the environment. Out of the two chemicals that are used for pretreatment before delignification, both sodium sulfite and hydrogen peroxide are extremely successful in preparing wood samples for delignification. However, as both are suited for the job, hydrogen peroxide is a better option as it is less harmful in both human risks and environmental impact than sodium sulfite. Ethanol is one of the most used chemicals during the production of transparent wood as it is the best for removing excess chemicals along with water rinses that get the wood sample ready for polymer infiltration. Yet, although it is extremely successful for the drying process, it still has an impact on human health and the environment that can further be improved.
Hydrogen peroxide is very effective and environmentally friendly to be used in the production of transparent wood for lignin modification [2] and pretreatment. Although the use of ethanol is widespread, more explorations are needed for more biofriendly chemicals with equivalent in efficiency.
In Table 5’s refractive index (amount of light getting reflected entering a material), the tensile strength of the pure polymer, and the curing temperature of the various polymers. The polymers that were closest to the refractive index to cellulose were Polymethyl methacrylate (PMMA) and Poly (vinyl alcohol) (PVA), allowing the polymer to match the cellulose and turning the wood transparent. Out of the various polymers, PVA, in its purest form, is the most robust, allowing the transparent wood to be strengthened and higher in tensile strength. The polymers all require different curing temperatures; the higher the temperature, the more energy is required to cure the resin. However, Poly (Limone acrylate) (PLIMA) is the only polymer that requires UV radiation to cure, making it the most environmentally friendly option.
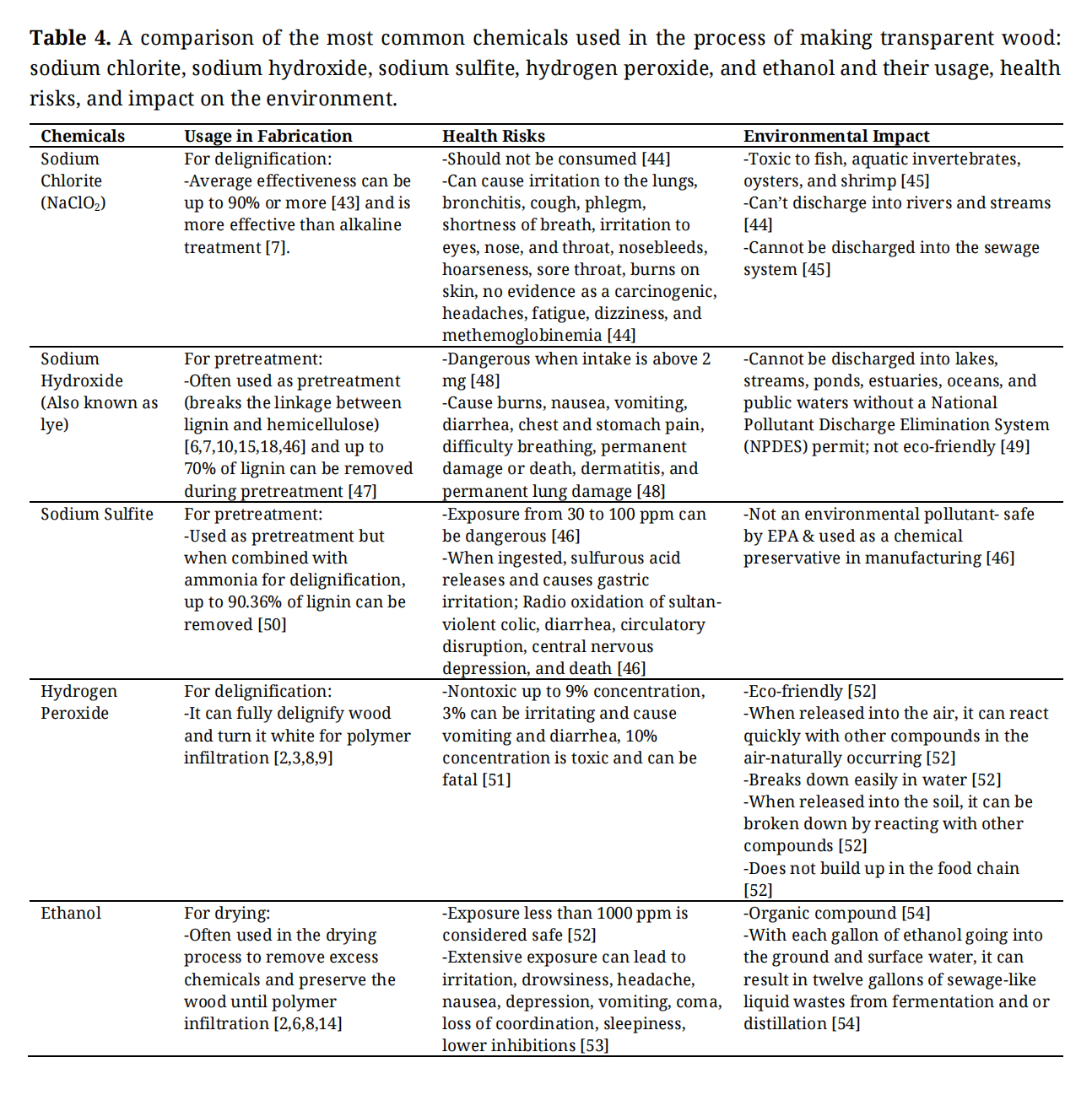 Table 4. A comparison of the most common chemicals used in the process of making transparent wood: sodium chlorite, sodium hydroxide, sodium sulfite, hydrogen peroxide, and ethanol and their usage, health risks, and impact on the environment.
Table 4. A comparison of the most common chemicals used in the process of making transparent wood: sodium chlorite, sodium hydroxide, sodium sulfite, hydrogen peroxide, and ethanol and their usage, health risks, and impact on the environment.
In Table 6, it’s important to note that the samples of each value have different fabrication processes and thicknesses, leading to different results. PLIMA-based transparent wood achieved the highest transparency, which is up to 96%. A higher haze can lead to a cloudy or milky color, while a lower haze can have a clearer look and transparency. Depending on the haze value, different functions of the transparent wood can be used for different applications. For example, if the transparent wood is for optoelectronics, a polymer that will result in low haze will be the best fit. On the other hand, if transparent wood was fabricated for solar cells, high haze would be an important property to harvest more solar energy with light-guiding properties. Out of the polymers, PLIMA-based transparent wood reached the highest tensile strength samples.
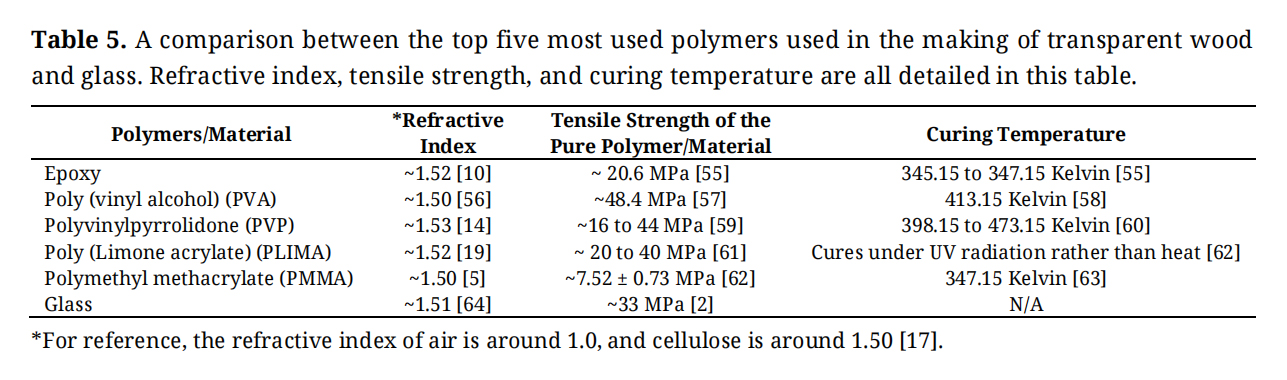 Table 5. A comparison between the top five most used polymers used in the making of transparent wood and glass. Refractive index, tensile strength, and curing temperature are all detailed in this table.
Table 5. A comparison between the top five most used polymers used in the making of transparent wood and glass. Refractive index, tensile strength, and curing temperature are all detailed in this table.
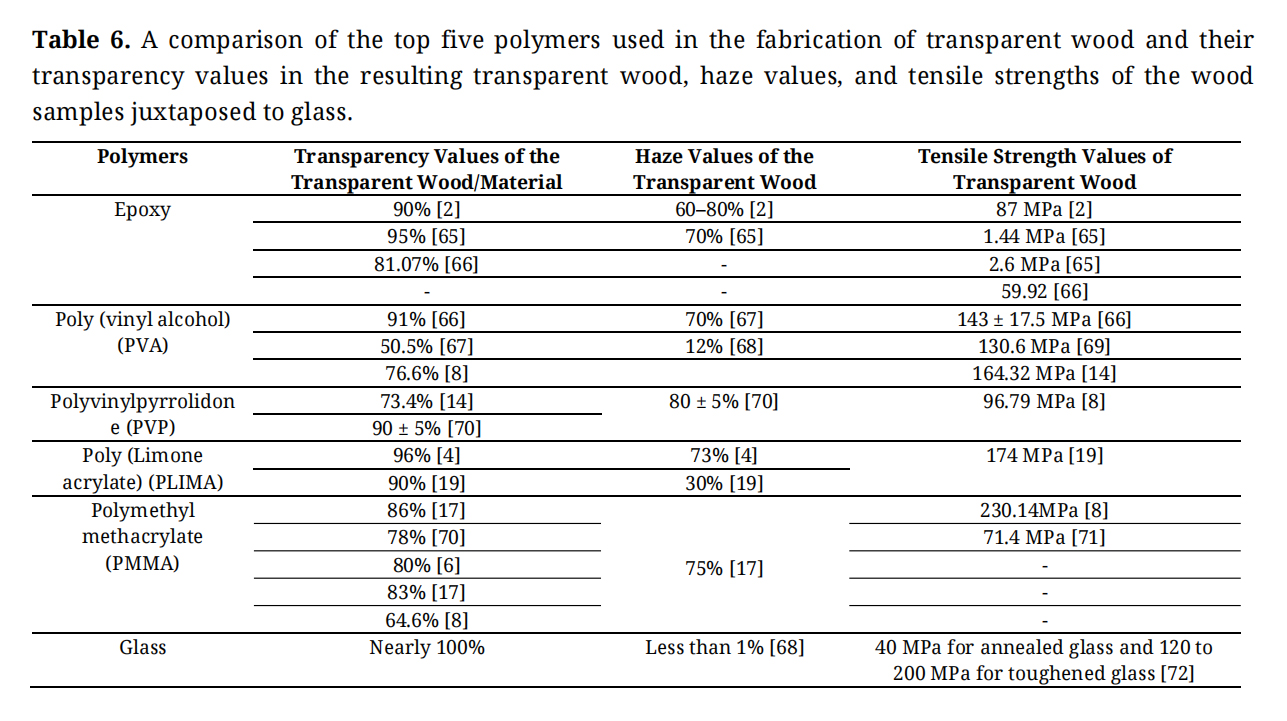 Table 6. A comparison of the top five polymers used in the fabrication of transparent wood and their transparency values in the resulting transparent wood, haze values, and tensile strengths of the wood samples juxtaposed to glass.
Table 6. A comparison of the top five polymers used in the fabrication of transparent wood and their transparency values in the resulting transparent wood, haze values, and tensile strengths of the wood samples juxtaposed to glass.
Based on Table 7 and other tables in this section, it can be concluded that PLIMA is the one of the better choices for a polymer that can be used in the making of transparent wood. PLIMA is biobased, has low human health impacts, reaches one of the higher values in tensile strength in the final product of transparent wood, cures under UV light, and is relatively close to the refractive index of cellulose. PLIMA can have an impact on the overall fragility of the product but is the most biodegradable when put under composting and anaerobic conditions.
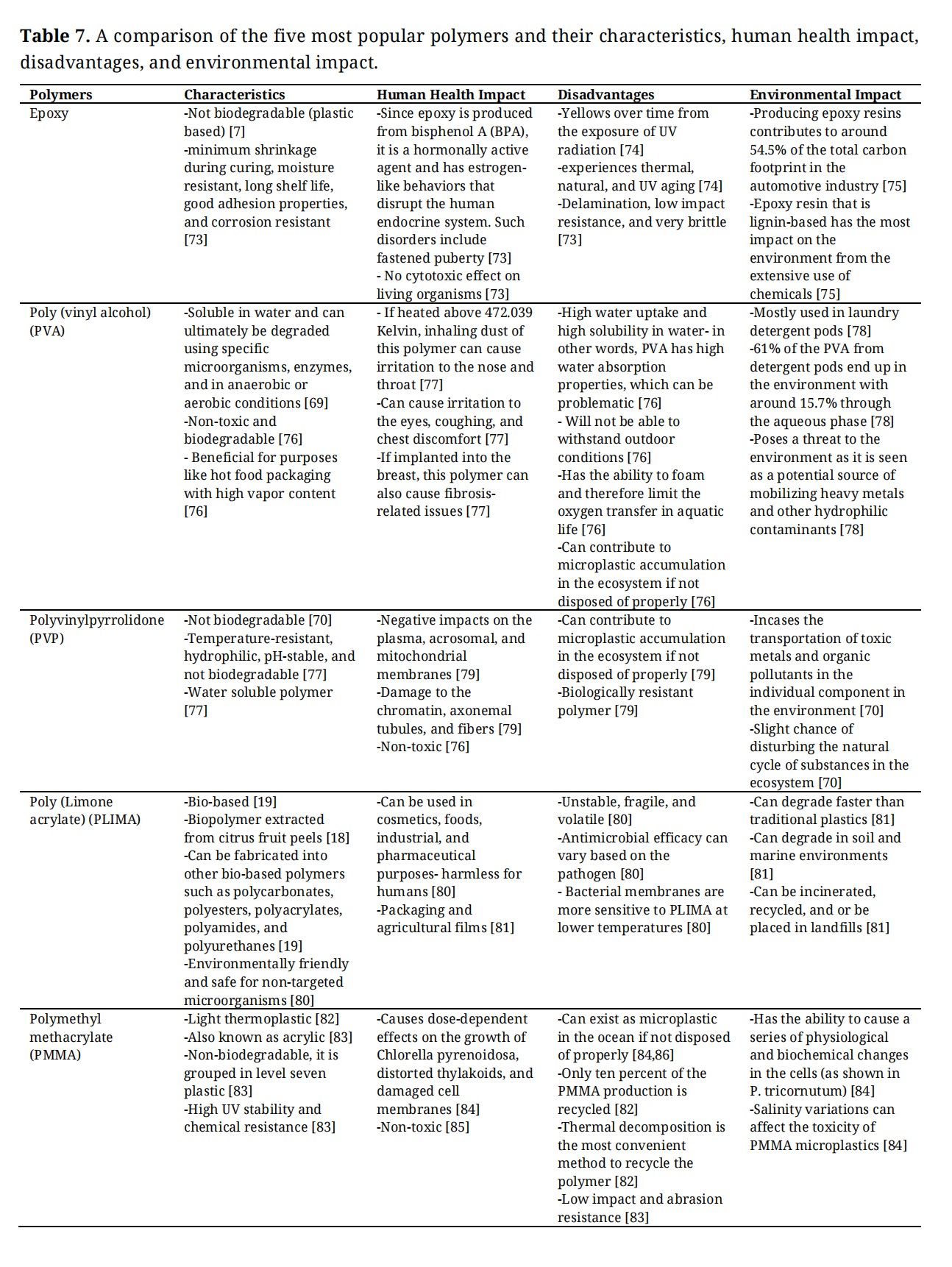 Table 7. A comparison of the five most popular polymers and their characteristics, human health impact, disadvantages, and environmental impact.
Table 7. A comparison of the five most popular polymers and their characteristics, human health impact, disadvantages, and environmental impact.
Due to the cyclic shape of PLIMA, the polymer lacks the unsaturated double bonds that are more prone to photocatalytic degradation like yellowing in epoxy [85]. This allows PLIMA to be under long periods of UV exposure without degradation that needs constant replacement. PLIMA is a copolymer of the combination of limonene and acrylate. Limonene is derived from citrus fruits and essential oils that allows it to be a renewable source for polymer synthesis. PLIMA can be broken down with a hydrolysis reaction, where water is added to break down the polymer into smaller fragments of monomer as this process can be used for acrylate-based polymers that contain ester groups [86]. Although it can be composted, broken down by bacteria, and degraded using strong superbases, with PLIMA being a relatively new material, more studies must be conducted for the specific environment, time, and temperature for the degradation of PLIMA.
It is important to note that not enough studies have provided exact information on the model, specific time frame, and the number of times that vacuum machines and drying machines used during the manufacturing process of transparent wood. Additionally, energy used for boiling the wood in the delignification process if applicable should also be put into consideration. Since improvements on this new building material are constantly made, many studies focus on the creation process and results of the various transparent wood, not detailing the machines used. Therefore, more extensive research has to be conducted for total energy consumption and ways of reducing energy consumption in the future. If less energy can be used making an environmentally friendly material, it would have more potential to replace glass.
Cycle Analysis (LCA)LCA assessments analyze material’s impact on the environment from production to its end-of-life disposal [87]. LCA categories can be and are not limited to, global warming potential, terrestrial acidification, electricity consumption, human toxicity, biodegradability, greenhouse gas emissions, freshwater consumption, and freshwater eutrophication [7]. LCA assessments are a great way to determine if a material is worth being mass produced and replacing traditional materials in application.
In Rai et al. (2022)’s LCA, four different routes of production procedures of transparent wood are evaluated; 1) NaClO2 delignification followed by drum drying, vacuum drying, and freeze drying, 2) NaOH and NaSO3 delignification with H2O2 serving as a bleaching agent, next, washed by distilled water, acetone, and ethanol three times to remove excess chemicals, and lastly with MMA based vacuum infiltration, 3) NaClO2 delignification followed by infiltration of epoxy and polypropylene as a crosslinker, and lastly, 4) NaOH and NaSO3 delignification followed by infiltration of epoxy and polypropylene as a crosslinker. The four scenarios included both lab and industrial-scale production. In the end, it was determined that industrial-scale production generated less environmental impact with Route Four being the most environmentally friendly followed by Route Three, Route Two, and Route One being the most environmentally harmful [7].
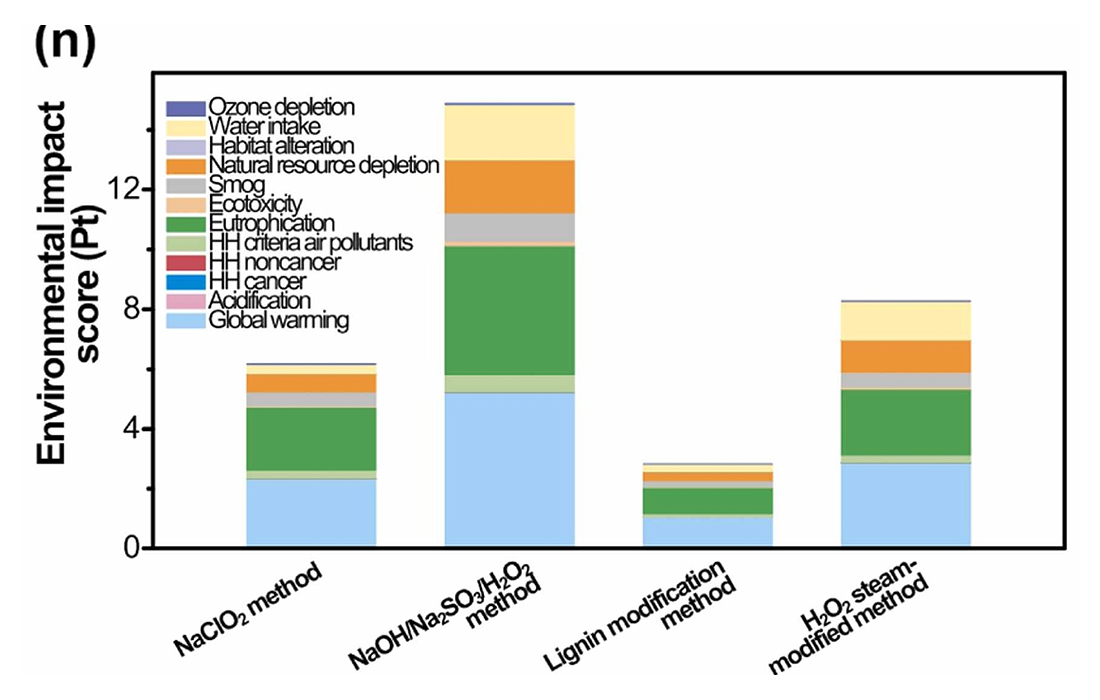
In Figure 7, Wu et al. (2024)’s study, researchers found that in the life cycle analysis, the most environmentally friendly fabrication process for transparent wood is through a lignin modification method and epoxy infiltration, which increases of cellulose volume up to 65%. The repository global warming impact was 57%, 57%, and 13% lower than transparent polymethyl methacrylate, polycarbonate, and poly-ethylene terephthalate. The lignin modification method reduced 54%, 81% and 66% environmental impact than the NaClO2. method, NaOH/Na2SO3/H2O2, and H2O2 steam-modified method. Epoxy filtration produced the least environmental impact out of three polymers: PMMA, PVA, and epoxy with the reduction of environmental impacts by 34% and 48%, respectively. Increasing the cellulose content in wood also decreased the environmental impacts. The study also found that transparent wood was 36%, 33%, and 16% less in environmental impacts than PMMA, PC, and PET from cradle to grave [87].
With versatility and flexibility in the fabrication of transparent wood, variations of each step can be manipulated for the least environmental impacts. Out of the production methods above, industrial-scale manufacturing is one of the most environmentally friendly modes as a larger batch can be created at the same time. However, more research still needs to be conducted to replace lab production which is the widespread mode of production now. Moreover, NaOH and NaSO3 delignification followed by infiltration of epoxy and polypropylene as a crosslinker and using the lignin modification method, epoxy infiltration is both among the most environmentally friendly production method. Lignin modification requires less chemicals to perform as the structure of the lignin is altered instead of removed.
It’s also important to highlight the limited literature on the full cradle to grave process for transparent wood and more explorations on fabricating it at a larger scale, waste treatments, and different combinations of fabrication processes to reach the least environmental impacts.
Figure 8 shows that energy is used during each part of the transparent wood fabrication process and modifications done to each step and reduce the overall energy consumption.
Transparent bamboo and transparent chitin-based composites are other alternatives to glass, both of which are similar in process when compared to transparent wood but have different attributes that are in some ways better and or less than transparent wood. It’s also important to note that chitin-based transparent composites can be extracted from fungi and or crustaceans which can be seen in Figures 9 and 10 respectively.
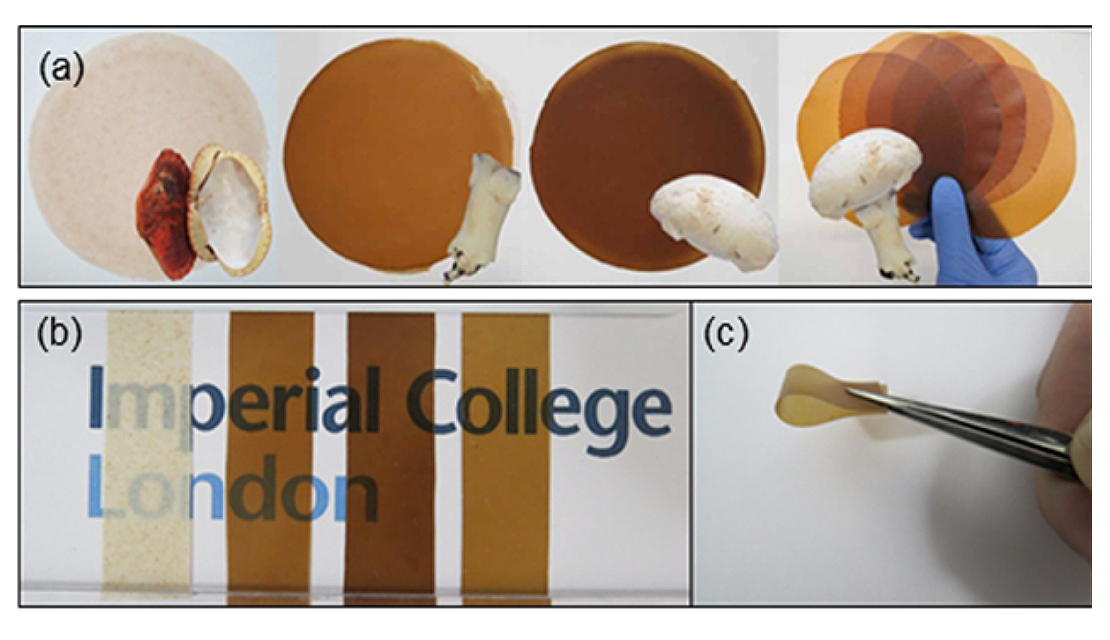 Figure 9. Transparent chitin-based composites made from mushrooms and different parts of the mushroom resulted in different colors of the transparent material. (a) Nanopaper made from the respecive nanofiber extracts. (b) the optical appearance of the nanopaers from C. Pagurus nanopaper, A. bisporus stalk, cap, and whole mushroom nanopapers. (c) the flexibility of the mushroom-based nanopaper at 80 g/m2 [88]. (Reprinted with permission from [88], Copyright the ACS Science Publications 2019).
Figure 9. Transparent chitin-based composites made from mushrooms and different parts of the mushroom resulted in different colors of the transparent material. (a) Nanopaper made from the respecive nanofiber extracts. (b) the optical appearance of the nanopaers from C. Pagurus nanopaper, A. bisporus stalk, cap, and whole mushroom nanopapers. (c) the flexibility of the mushroom-based nanopaper at 80 g/m2 [88]. (Reprinted with permission from [88], Copyright the ACS Science Publications 2019).
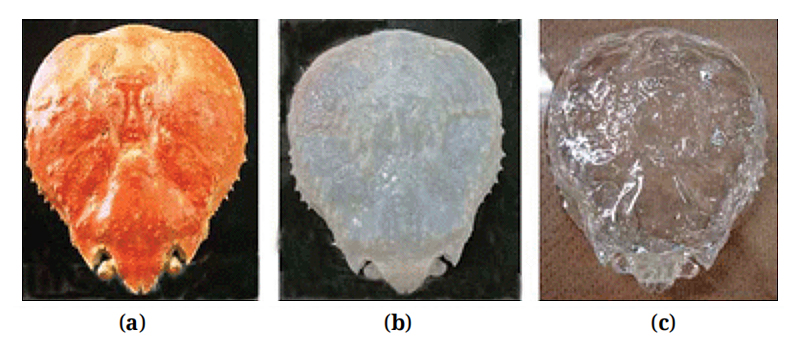 Figure 10. Transparent chitin-based composites made with crab shells and the shell was intact after all of the delignification and polymer infiltration. (a) Original crab shell. (b) crab shell after the removal of the matrix substances. (c) transparent crab shell following an immersion of acrylilc resin [89]. (Reprinted with permission from [89], Copyright the Royal Society of Chemistry 2012).
Figure 10. Transparent chitin-based composites made with crab shells and the shell was intact after all of the delignification and polymer infiltration. (a) Original crab shell. (b) crab shell after the removal of the matrix substances. (c) transparent crab shell following an immersion of acrylilc resin [89]. (Reprinted with permission from [89], Copyright the Royal Society of Chemistry 2012).
In Table 8, transparency and tensile strength are compared. Among the materials, glass has the highest thermal conductivity, transparent wood can reach the highest transparency, and transparent chitin-based composites reach the highest tensile strength. High thermal conductivity is not desirable in applications such as windows as it is directly related to insulation and will not be able to keep a building cold during the summer and hot during the winter. In theory, transparent wood and bamboo will all be a better choice than glass to be used in windows from their low thermal conductivity.
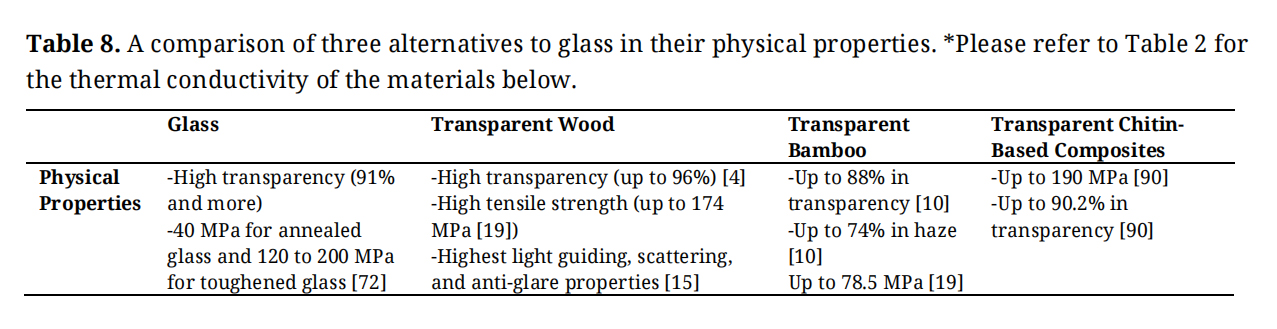 Table 8. A comparison of three alternatives to glass in their physical properties. *Please refer to Table 2 for the thermal conductivity of the materials below.
Table 8. A comparison of three alternatives to glass in their physical properties. *Please refer to Table 2 for the thermal conductivity of the materials below.
In Table 9, the four materials are for the most part interchangeable when used in different applications. They can mainly be used for a lot of the same functions, but some outperform the others and can be a better alternative. All the materials based on their physical properties can be used for different applications and reliability is successful in their applications. The best choice will be up to the fabricators and their resources.
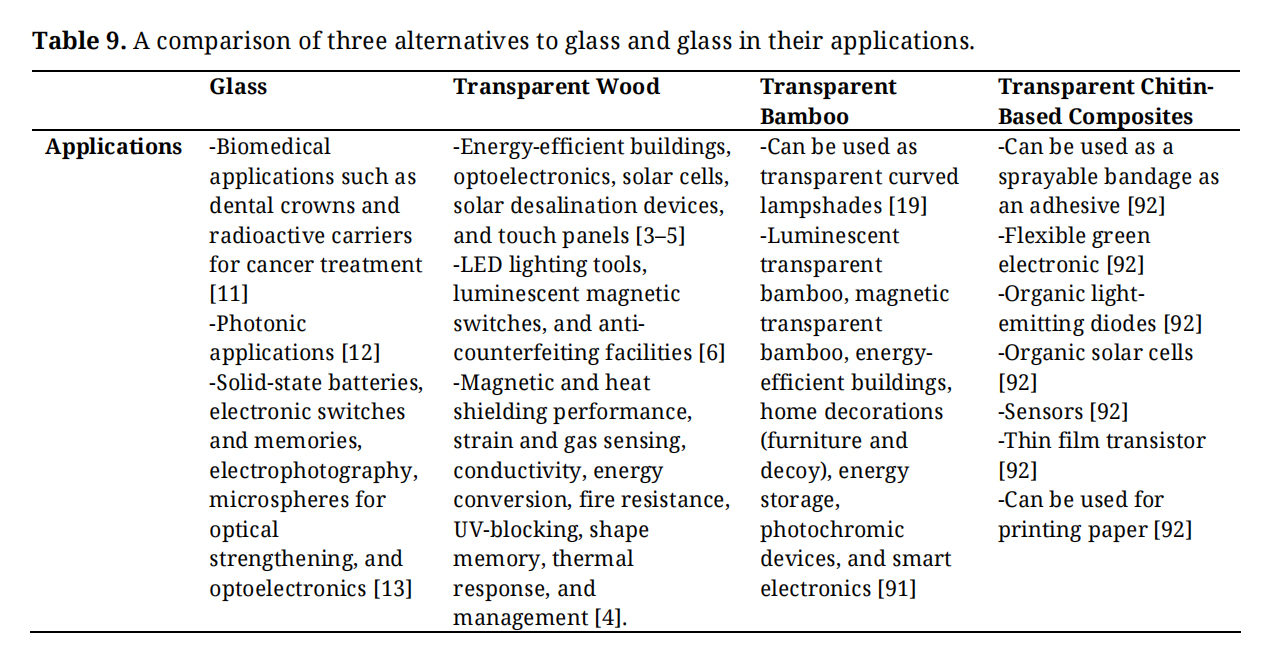 Table 9. A comparison of three alternatives to glass and glass in their applications.
Table 9. A comparison of three alternatives to glass and glass in their applications.
In Table 10, disadvantages range from the fabrication process, end of life despicable, and environmental friendliness. Transparent wood just needs a better way of fabrication, and it’ll be replaceable to glass if it can reach a larger area, higher in thickness and full biodegradability. It also has the least steps when compared to transparent bamboo and chitin-based composites, making the material more environmentally friendly without the extra energy consumption.
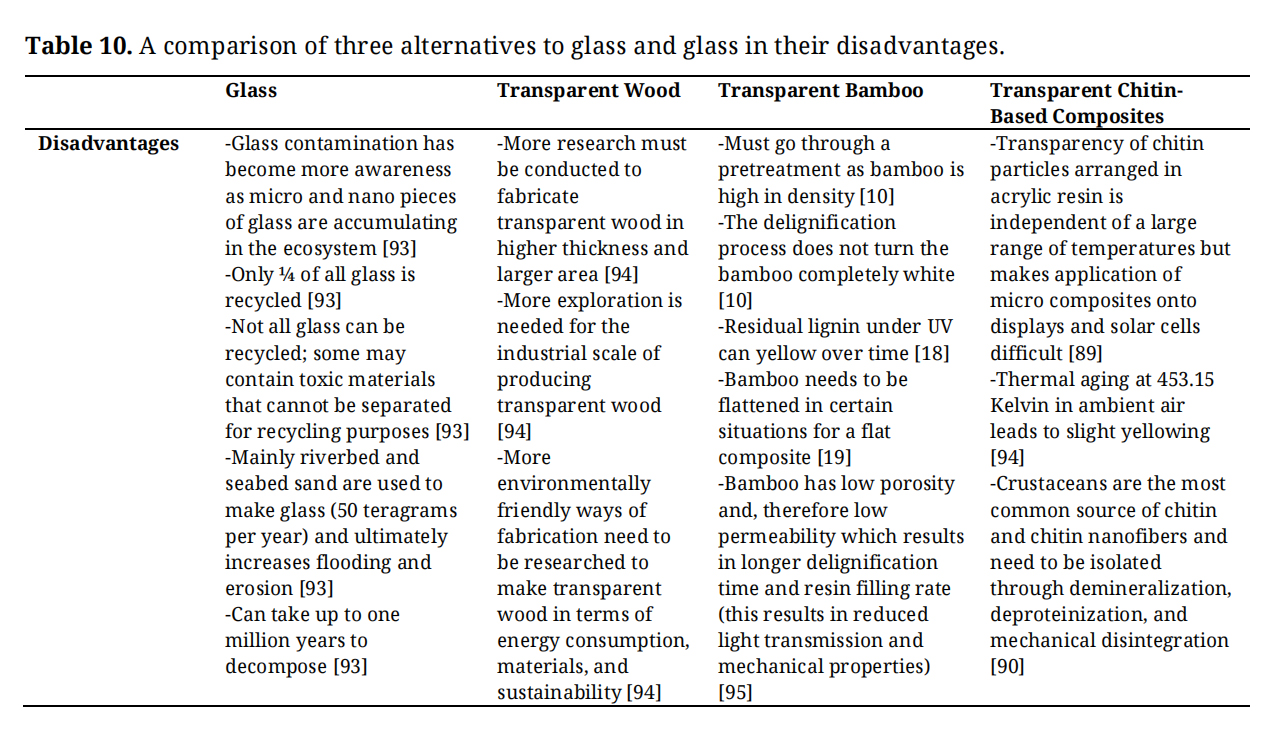 Table 10. A comparison of three alternatives to glass and glass in their disadvantages.
Table 10. A comparison of three alternatives to glass and glass in their disadvantages.
Based on Table 11 and the tables in this section, glass is the least biodegradable and transparent wood, transparent bamboo, and transparent chitin-based materials are all dependent on the polymer that is infiltrated for their biodegradability. Based on all the charts, it can be concluded that transparent wood is a promising material that can be implemented for many applications across the board. One must be further improved with transparent wood is to find an environmentally friendly method in producing the transparent wood biodegradable. Since the biodegradability of transparent wood is directly related to the polymer that is infiltrated, PLIMA can be a good candidate in making transparent wood eco-friendly.
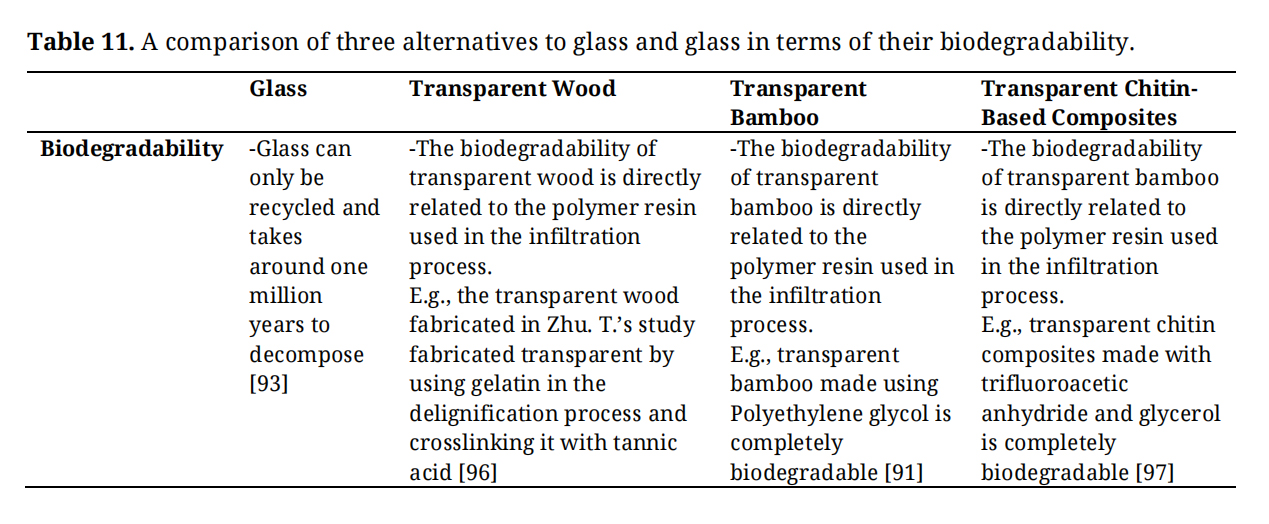 Table 11. A comparison of three alternatives to glass and glass in terms of their biodegradability.
Table 11. A comparison of three alternatives to glass and glass in terms of their biodegradability.
The future of transparent wood still has a long way to go in terms of improving production processes, enhancing biodegradability, life and performance analysis, and end-of-life disposal. Starting from materials, even though chemicals like sodium hydroxide or sodium chlorite are effective in delignification, hydrogen peroxide can achieve the same results while being more environmentally friendly and easy to dispose of. Polymers like PMMA or epoxy have refractive indices that closely match that of cellulose which allows the bleached wood to appear transparent. However, as man-made plastic-based materials, when disposing transparent wood infiltrated with epoxy or PMMA, the polymer-infiltrated wood persists in the environment as plastic waste, undermining the goal of creating a truly biodegradable and eco-friendly alternative to glass. Many studies have also approached organic phase change materials in combination with traditional infiltrating polymers, although the materials allow the wood to obtain different properties, the organic phase change materials are not sustainable nor stable in terms of functionality. Further research still must be conducted to find the most sustainable materials for the best functioning transparent wood.
In the production process, many challenges still must be addressed. During the conventional delignification step, wood samples are built for a specific period depending on the wood species and chemicals to allow full effectiveness of bleaching. The wood boiling chemicals can degrade the wood structure if the wood is boiled for too long and boiling the wood less than the desired time will not fully delignify the wood into a white color. Achieving the right amount of delignification time with the best efficiency is very pertinent to the fabrication process of transparent wood. Solar-assisted delignification is a great solution to this problem. Delignifying chemicals like hydrogen peroxide are brushed on as “ink,” and the wood substrates are left in UV light to delignify the wood. The solar-assisted method is both environmentally friendly and time efficient. Moreover, there is no excess chemical from the delignification process.
The drying process also requires more experimentation as the most popular methods include freeze drying, air drying, or using ethanol to remove excess chemicals in preparation for polymer infiltration. It is crucial to ensure that the delignified substrates are dried completely for desired transparency and haze in the resulting transparent wood. Just like the delignification method, using machines to dry wood samples can be highly energy-intensive, especially over a long period of time. Air drying also doesn’t allow for complete evaporation and removal of delignification chemicals. Furthermore, rinsing the wood pieces in ethanol for drying is not environmentally friendly as ethanol has the potential to cause air and water pollution. More extensive research must be carried out to find the best method to dry the bleached wood. Furthermore, more research needs to be conducted on the total energy consumption of transparent wood to assess its potential in replacing glass in many applications.
Another aspect of transparent wood that still must be researched is haze. High haze in wood can be caused by 1) the difference between cellulose and resin, 2) matching up refractive indices, and 3) natural wood and its structure that limits the infiltration of polymers [1]. Haze in transparent wood can directly impact the appearance of transparent wood as it creates a cloudy or milky look and is not fully transparent [15]. Additionally, as the thickness of the samples increases, the transparency of the wood decreases, and haze increases due to more air gaps within the wood.
Transparent wood itself needs improvements for the environmental impact. As transparent wood is slowly replacing glass in many applications, the transparent wood’s product life must be long enough to be sustainable and replace glass. For example, epoxy degrades and yellows overtime under UV light which makes transparent wood a weak option to be applied to solar cells. Transparent wood, bamboo, and chitin-based materials have high light guiding and insulation properties, allowing them to be suitable in the application optoelectronics, windows, and solar cells. Due to the amorphous structure of glass where planes of atoms slide past each other, glass is more fragile than transparent wood, bamboo, and chitin-based composites. Replacing glass can increase the life span of products simply because of the durability and tensile strength of the transparent bio composites. The abundance of the renewable resources permits the bio-based composites to be produced at a large scale and aid in mitigating climate change and global warming with less heating needed in buildings and more energy conversion in solar panels.
More explorations on bamboo would reveal more the adaptability of the material, even though it is considerably harder to manipulate than wood. Compared to most wood species, bamboo is stronger in machinal properties and has rapid growth rates. Bamboo is used for energy storage, flexible electronics, and biomedicine [98]. Bamboo can be treated with flame-retardant, smoke-suppressing, superhydrophobic while being transparent [99], and can become air filters for particulate matter and toxic gases [100].
With the selection of right polymer and fabrication process, transparent wood based solar cells can be used in further applications such as agrivoltaics. Agrivoltaics combines both agriculture and energy production and allows them to happen simultaneously. Agrivoltaics can decrease the stress of sunlight on specific plants that do not intensive UV light throughout the growing season which can in turn better the yield and quality of the plant. In addition, they can be used for crop production, animal husbandry, and for ecosystem services. This can be on a small and large-scale [101]. Agrivoltaics can also aid in world hunger and climate change.
For example, in Barron-Gafford et al.’s study, the researchers found that chiltepin peppers grown under agrivoltaics tripled in production, cherry tomatoes doubled in yield, and the production of jalapeno peppers stayed the same [101] This shows the potential of agrivoltaics as a new way of farming, and if used in combination with transparent wood, the overall energy production will increase with the additional harvesting of solar energy.
Transparent wood can become a part of everyday life if the materials and fabrication process can be clean enough to be upscaled and altered for specific purposes. For example, adding chitosan particles to make E. Coli resistant transparent wood [102]. This can allow the transparent wood to become an antimicrobial material in future medical use.
Since chitosan has particle miscibility and good film-forming properties in epoxy with the right pH, the interface gap between the wood cells and the polymer is reduced and increases the overall tensile strength of the transparent wood. As the chitosan is more than one percent, the antibacterial rate of E. coli reaches around 98 to 99% and the transparency can be up to 73.80%, showing the versatility and functionality of various types of transparent wood. The resulting wood also reduces carbon emissions and can store carbon as shown in Figure 11 [102].
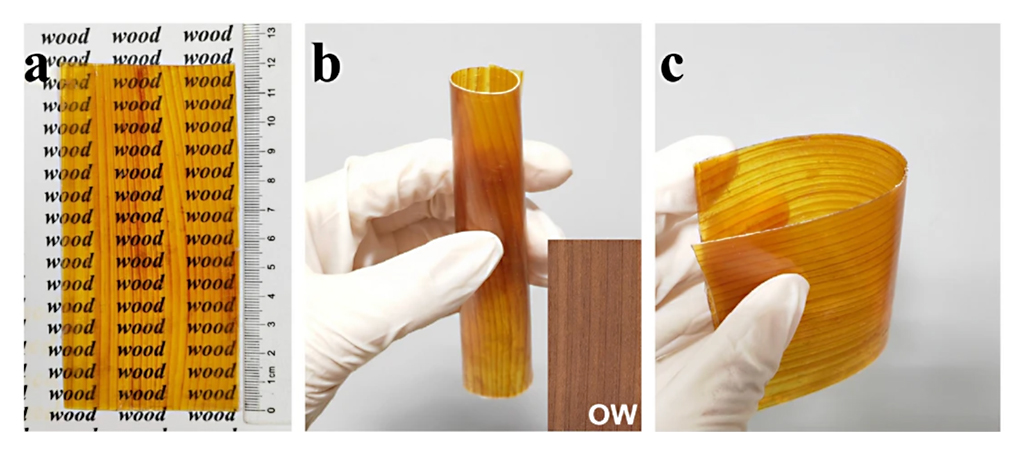 Figure 11. E. Coli resistant transparent wood fabricated with the impregnation of an acid resin solution with chitosan into a partially delignified wood template. (a) transparent cedar wood. (b) incomplete cured transprent cedar wood that is bent along the wood fibers, or longitudinally. (c) incomplete cured transparent cedar wood bend perpedicular, or radically to the wood fibers [102]. (Reprinted with permission from [102], Copyright the Springer Nature Link 2023).
Figure 11. E. Coli resistant transparent wood fabricated with the impregnation of an acid resin solution with chitosan into a partially delignified wood template. (a) transparent cedar wood. (b) incomplete cured transprent cedar wood that is bent along the wood fibers, or longitudinally. (c) incomplete cured transparent cedar wood bend perpedicular, or radically to the wood fibers [102]. (Reprinted with permission from [102], Copyright the Springer Nature Link 2023).
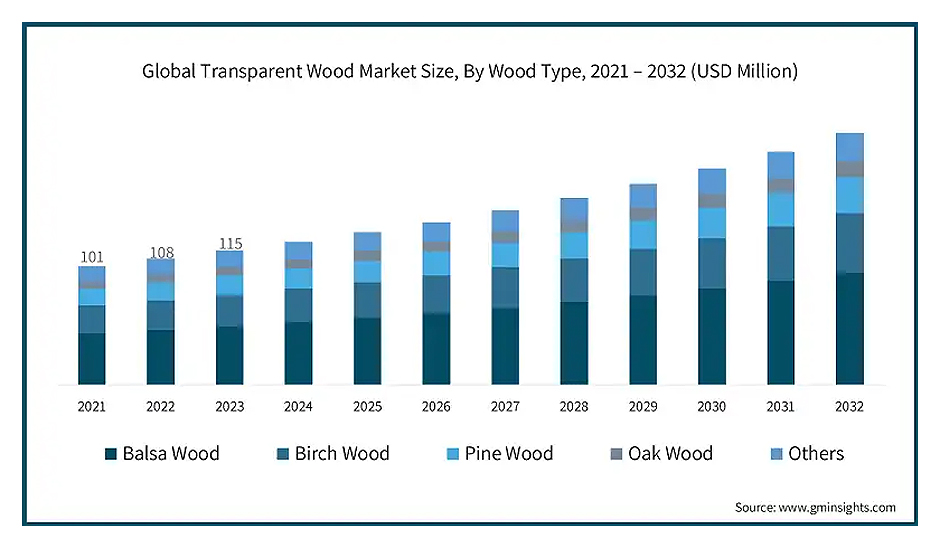
Figure 12 shows the future of transparent wood still requires immense exploration, but its market is expected to increase up to 2031, having a major concentration in construction and solar cells [103]. It is also predicted for most of the transparent wood made in the future market from balsa wood [104]. Wood can enhance the accessibility and the abundance of energy, without actively burning it, releasing greenhouse gases into the atmosphere, and causing respiratory issues in less developed countries.
Transparent wood is a versatile material from its production process and its applications. However, it faces challenges of degradation over time from exposure to UV light, yellowing, or having a specific tensile strength due to its limited dimensions. Even so, transparent wood, transparent bamboo and transparent chitin-based composites can become widely used in building materials and everyday life as they are renewable sources.
One major key to obtaining higher wood quality transparent wood is to increase the lignin removal efficiency. The higher content and cleaner the lignin can be removed, the better the transparency will be for the products. It appears that using the self-flow treatment process can obtain maximum lignin removal from wood, making it possible to fabricate high quality transparent wood. Infiltrating the correct refractive index polymer after a successful drying process can also greatly increase the transparency of the transparent wood, allowing for more versatility in building use. The best polymer will also enhance and improve the over tensile strength of the composite.
Another crucial part of assessing the environmental impact of transparent wood and other transparent composites will require more LCAs to be conducted. This encompasses the cradle to grave cycle, allowing for additional research to be conducted and improving the overall production process for transparent wood/bamboo composites.
By using environmentally friendly delignification chemicals, solar-assisted delignification, effective air drying and curing, and infiltrating bio-based polymers with low energy uptake, transparent wood can be fabricated at low costs to the environment. Using biodegradable polymers also allows transparent wood to be more environmentally friendly. Transparent wood has the potential to replace traditional glass and plastic as a more environmentally friendly alternative. While the fabrication process still faces a lot of obstacles, processing the transparent wood at a larger scale with additional research and development can reduce the future cost. By experimenting in variation of different steps throughout fabrication, the most effective and low environmental impact method can be established for each individual material: wood, bamboo, and chitin-based materials. More areas that can be further explored include increasing wood/bamboo thickness and the addition of nanoparticles and their impact on the biodegradability of materials.
Using wood can sequester carbon rather than releasing it into the environment and its high insulation properties deserve to be the next mass-producing building material.
No data were generated from the study.
SJ: manuscript write-up; SQS: conceptual, edit, supervision; XW: edit, and supervision.
The authors declare that they have no conflicts of interest.
This research received no funding.
The work was supported by the Science Research program at the East Hampton High School through the University in the High School Program at the University of Albany. Special thanks are given to Paul Rabito for guidance.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
50.
51.
52.
53.
54.
55.
56.
57.
58.
59.
60.
61.
62.
63.
64.
65.
66.
67.
68.
69.
70.
71.
72.
73.
74.
75.
76.
77.
78.
79.
80.
81.
82.
83.
84.
85.
86.
87.
88.
89.
90.
91.
92.
93.
94.
95.
96.
97.
98.
99.
100.
101.
102.
103.
104.
Jiang S, Wang X, Shi SQ. Environmental Impact of Transparent Wood: A Critical Review. J Sustain Res. 2026;8(2):e260054. https://doi.org/10.20900/jsr20260054.

Copyright © Hapres Co., Ltd. Privacy Policy | Terms and Conditions